Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
In the shadow of the COVID-19 pandemic and its resulting shutdowns over the past few months, we have been fortunate SPEC Machine has been able to work on the Chicago & North Western #1385 at all. Many of the things done during this time period has been measuring, fitting and design work that provides little to no visual change to the locomotive which makes progress reporting a bit more difficult.
That said, the boiler and smoke box have been positioned which allows for the furnace bearers to be made. The boiler is fixed solidly to the smokebox and cylinders but like so many other things, steel expands as it gets hotter. When the 1385 is fired up it will start at ambient temperature but when it reaches a full head of steam of 200 PSI the boiler will be about 388° F. This will cause the boiler to grow in length.
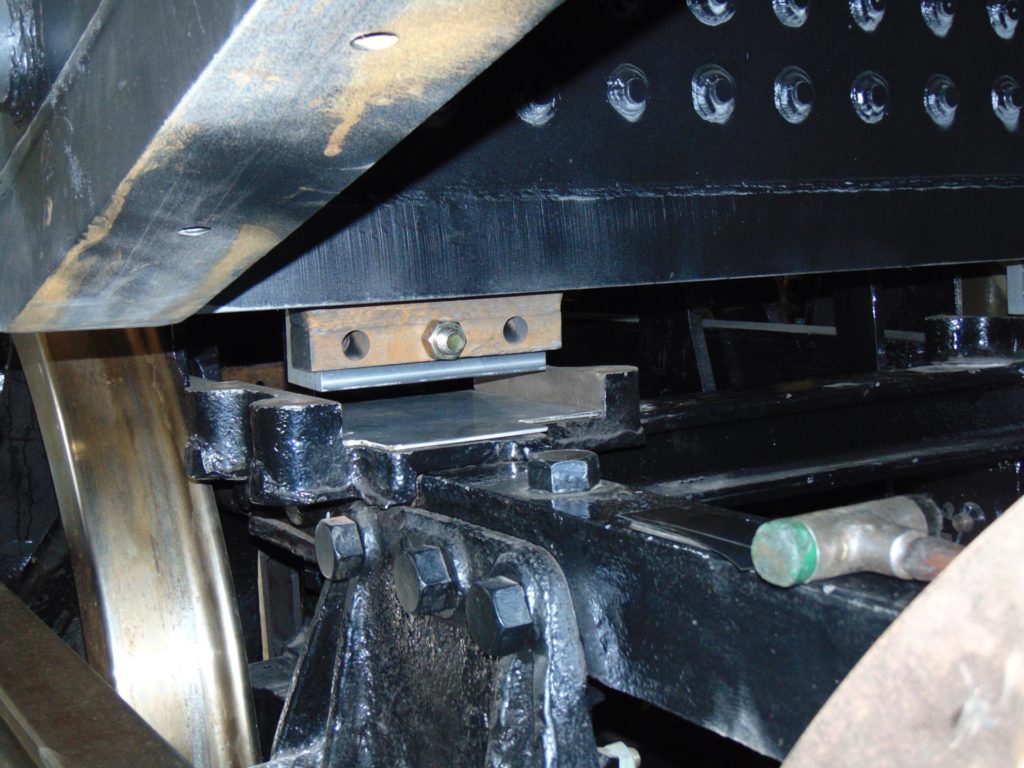
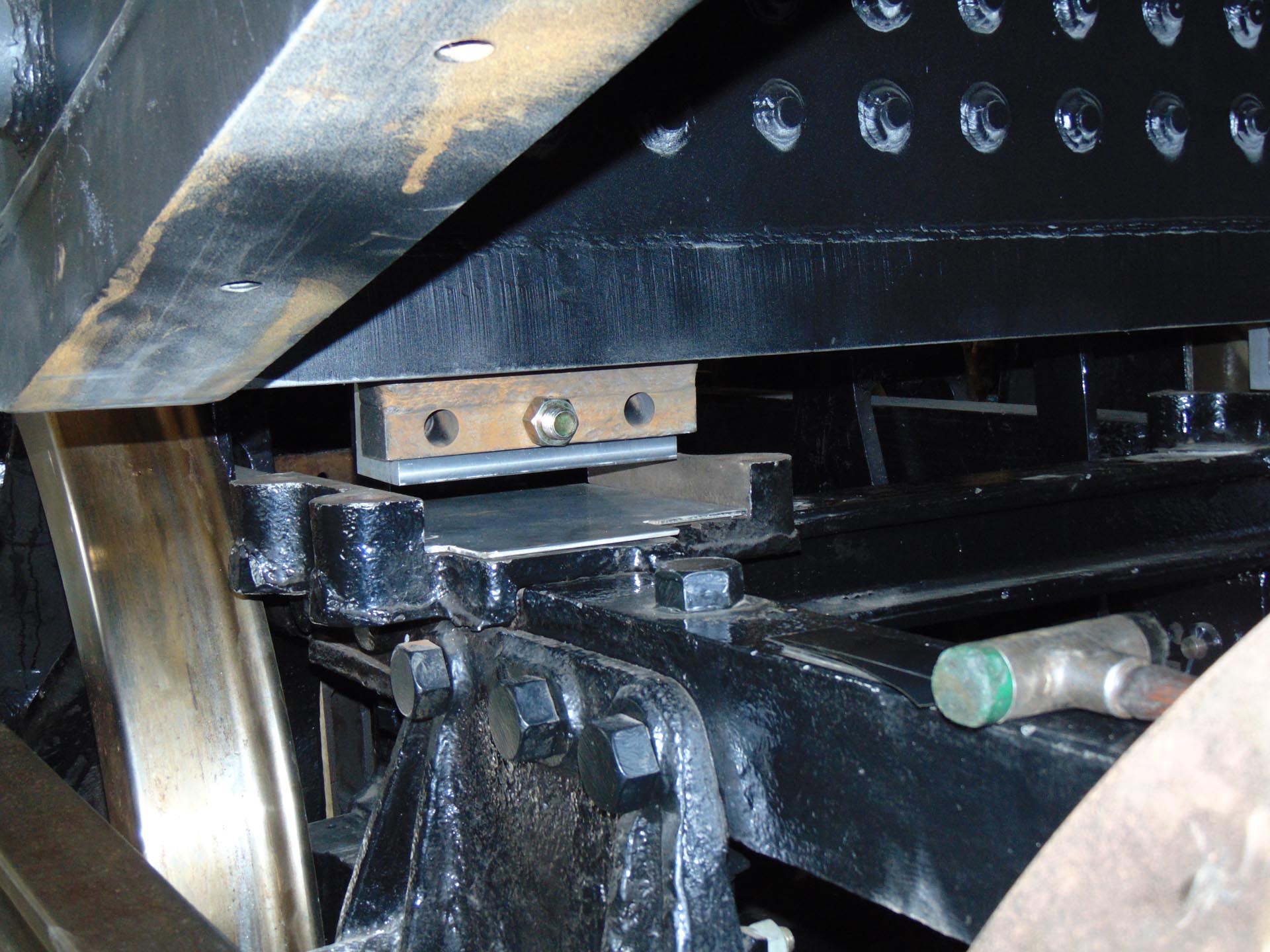
To accommodate this, the rest of the boiler and the front corners of the firebox rest on a pair of bronze shoes called furnace bearers. The shoes bolt to tabs welded to the front-bottom of the mudring. These shoes allow the boiler to freely expand and contract as needed while still being supported by the locomotive frame.
The below photos show the tab as well as the top part of the shoe holder that will support the weight of the boiler.
Detail view of furnace bearer. Pete Deets photo.
View of furnace bearer. Pete Deets photo.
View of both furnace bearers. Pete Deets photo.
On the fundraising front, the 1385 project was recently the recipient of a $7,000 donation from the Bluewater Michigan Chapter of the National Railway Historical Society. While this is good news for the 1385, it sadly was donated as part of the Chapter’s dissolution and distribution of assets. The Bluewater Chapter was established in 1982 and was well known in railroad circles for operating many successful mainline passenger excursions around the Midwest, helping to bring railroading to the public. The Chapter faced tough times in recent years as mainline excursions became more challenging to operate for a variety of reasons, ultimately leading the group to dissolve the Chapter last year. We salute the Bluewater Chapter members for their amazing work over the years and are appreciative of this final act of generosity toward Mid-Continent’s 1385 program.
Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
Our previous post provided a tour of the Continental Fabricators facility where the brand new boiler C&NW #1385 boiler is being constructed. In this post, 1385 Task Force member Pete Deets shares his photos taken of the 1385 boiler during their shop tour in late February.
At the end of the previous post, I thought I spied something familiar. Could it be our own beloved R-1 in the distance?
Pete Deets Photo.
Indeed, here are the pieces of the new vessel.
Pete Deets Photo.
This is actually an assembly table embedded in the shop floor which gives the boilermakers a stable, flat surface to work from. The mudring/firebox assembly is mounted to standoffs on the I beams and is set up to be level and square. With the foundation ring level and square the rest of the boiler assembly can be indexed off that so there won’t be twists and turns where we don’t want them. The boiler barrel courses/smokebox assembly is on the I beams ahead of the firebox. In the photo above Tyler R. of SPEC Machine inspects the wrapper assembly. In the photo below Tyler and Steve R. talk over the boiler with Tom G. of Continental.
Pete Deets Photo.
From the other side of the assembly table we’re looking into the smokebox at the front tubesheet with the firebox assembly setting beside it. The small holes are 2-inch diameter for the tubes and the larger holes are 5 inches for the superheater flues. The largest hole is for the dry pipe which will carry the steam from the throttle inside the steam dome of the boiler into the superheater header which lives in the smokebox. After traveling through the superheater units the steam will leave the high temperature side of the superheater header and head down the branch pipes to the valves and cylinders to make everything move.
Pete Deets Photo.
The above picture is looking through the dry pipe hole at the rear tubesheet on the firebox assembly. It won’t be too long before these are joined together.
Pete Deets Photo.
Here is a good look at the backhead portion of the wrapper assembly. You can see temporary “strongback” braces that are welded on here as on many of the other parts. These are to minimize warping from the heat of the welding process and are used to keep flat sheets flat and round pieces round.
Pete Deets Photo.
This is a look inside the wrapper assembly at the permanent braces that are attached between the wrapper shell and the backhead. The Continental staff spent several weeks laying out and fitting the braces because there will be staybolts installed in every one of the small holes in the wrapper. The stays will tie the firebox and wrapper sheet together as the steam inside tries to push them apart. There must be a specified clearance or space between the braces and staybolts so they can’t rub.
Pete Deets Photo.
Here is a closer look at a pair of stays that required a slight bit of adjustment.
Pete Deets Photo.
This is a look at one corner of the mudring/firebox. The tab at the left of the photo is tacked in place to help locate the wrapper as it is lowered onto the mudring. The U-shaped pieces of wire will be used as spacers between the wrapper and mudring to maintain the required gap between them as part of the full penetration welding process. The written welding procedure states a specified gap must be maintained between the parts and that gap is filled with the welding rod in what is called the “root pass” of the weld. The wrapper will first be tacked into place with several small welds and the spacers will then be removed to allow the procedure to continue.
Pete Deets Photo.
Here is a little closer look at the finished full penetration weld joining the firebox to the mudring.
Pete Deets Photo.
This is the bottom of the wrapper assembly where it will be welded to the mudring. The edge is ground off at an angle or beveled to allow the welder to reach to the very inside edge of where the wrapper and mudring will meet. This is vital to allow the “root pass” to join the innermost surfaces of the wrapper to the mudring and then layers of weld will be built up on top of the root to the full thickness of the wrapper sheet. This way the joint between the pieces can be considered as strong as the pieces that are joined together.
Pete Deets Photo.
This is looking up at the center rear of the top of the inside of the firebox. The 2 pieces of the firebox join the door sheet and the weld line runs down the centerline of the boiler. You can also see how the staybolt holes are beveled like the bottom of the wrapper was to allow for the full penetration weld.
Pete Deets Photo.
Here’s one last shot of Tyler, Steve & Tom.
A few days after the visit, Tom from Continental Fabricator’s sent over a photo he took on March 4th showing further progress on the firebox/wrapper assembly.
Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
Brett Morley, the 1385’s boiler engineering expert from Performance Engineering provided a brief update on the 1385’s boiler production as of mid-June for the museum’s member newsletter, the STEAMER. That article is reproduced here:
The flanged sheets worked on by Gary Bensman of Diversified Rail Services were completed and sent back to Continental Fabricators at the end of April. This was a little longer than we had hoped but the finished results were well worth the wait. I had instructed Continental not to proceed with any of the additional fabrication until the finished flanged sheets arrived and could be verified dimensionally. This proved to be a worthwhile wait as the sheets had to be altered a little in order to fit through one of Gary’s flanging dies. In order to fit his standard tooling he was forced to reduce the inside radius of the door sheet and rear flue sheet from 2” to 1.5”.
The deviation from the print does nothing to effect the boiler’s performance, nor would it be noticeable with the naked eye. It did however change the dimensions for the mud ring. We were able to adjust the boiler’s 3D model and produce a mud ring that fit the flanged sheets. Continental then proceeded to fabricate the mud ring to the new dimensions and ship it to SPEC Machine. It was test fitted for dimensional accuracy and all of the dimensions aligned as expected. While at SPEC we took the opportunity to drill and tap the underside of the mud ring to alleviate the need to do this after assembly. This negates the need to perform this task upside down ( a real pain). The completed mud ring was shipped back to Continental Fabricators at the end of May along with all of the new 5” flues that were previously housed at the museum.
Since the mud ring completion I have been updating the stay bolt layout for the throat sheet and backhead. The radius change required a slight change to the outer edge of the stay layout. We had known for some time that the original backhead layout needed some adjustment so this turned out to be the ideal time to perform this task. I completed the new layouts over in early June and began transferring them to Continental Fabricators on June 12th.
Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
With Gary Bensman’s (of Diversified Rail Services) flanging of various boiler and firebox components complete, Brett Morley of Performance Engineering and the 1385 Task Force now have the dimensions needed to move forward with the updates to the SolidWorks 3D model needed to finalize the boiler design. Waiting to get actual dimensions was important to ensure that what we build not only fits to locomotive, but also meets the requirements Continental Fabricators has in order to get everything to fit together. The finished sheets from Gary look amazing. [Sorry, no new photos available at this time.]
We are back onto the task of laying out the stay bolts and other purchased items. Continental Fabricators (located in St. Louis) is preparing the mud ring at the moment. They will ship it to SPEC Machine (in Middleton, WI) as soon as it is complete. We expect that to happen within the next week or so. Once at SPEC, we will test fit the mud ring to the frame and make sure all fits as designed. As soon as we have completed the test fit and made sure everything is aligned, the mud ring will be shipped back to Continental for final assembly.
Traveling along with the mud ring will be a total of 26 superheater flues, each 5″ in diameter and weighing nearly 200 lbs. a piece. The new superheater flues were fabricated and flanged previously and have been stored at Mid-Continent since 2010. These were loaded onto a trailer last week by Steve and Tyler Roudebush and taken to SPEC Machine to await transportation to Continental Fabricators where they will be installed as part of the boiler’s final assembly.
C&NW 1385’s superheater flues. This image was taken in 2010 when the flues were being placed into storage. In early May 2017 they were removed from storage and will soon be installed into 1385’s new boiler.
May is proving to be a very busy month for the 1385. Years of careful research, analysis, engineering, review, and fundraising have led to this point where the new boiler is finally coming together. After the boiler is assembled by Continental Fabricators, it will be shipped to SPEC Machine this summer and set on the locomotive frame. At the same time as the boiler arrival, the locomotive frame/running gear will be moved from its current shop bay into a recently constructed addition to SPEC Machine’s facility designed specifically with the 1385’s needs in mind. The new addition can better accommodate the full height of the locomotive and will allow reassembly of the 1385 to continue unimpeded until it is ready for delivery to Mid-Continent.
To make a donation in support of completing the C&NW 1385’s rebuild, please consider visiting our Donation page.



















{kind=link}