
Work on welding WC&C #1’s driving wheel centers is nearly complete and the tire will soon be reinstalled on the driver. Rick Peters has been working on this phase of the project. Offsite work includes the machining work done by Dave Wantz in the Twin Cities on the new driving wheel boxes. Dave has been carving out three new boxes from solid blocks of steel. “It has taken a great amount of time, patience, and skill,” remarks Pete Deets. During Pumpkin SpecialTM weekend, Bob Ristow and Jason Sobcyznski led a team to remove the old smokebox. They also began scarfing rivets on the front flue sheet in preparation for its future removal.
Tag Archives: drivers
Snow Train Visitors See Shop Crews in Action
What a Snow TrainTM we had in the shop! Along with fairly cooperative weather and many fine guests we had probably the most successful weekend the mechanical department has seen in years. So many things were happening with so many people I did not get all the names. If I missed you somewhere, please let me know because I don’t want to short anyone and it takes the efforts of everyone to keep us going.
As of Friday, February 18, Becker Boiler finished the welding of the second course patch in the boiler. With that part done, we began preparations for the third course patch. As of this writing, the second course welding was X-rayed and no faults were found so that welded repair is finished.
By the end of Monday, February 21, the third course section was cut out and on the ground. By the end of Thursday, February 24, the replacement patch had been rough trimmed and most of the shaping and grinding on the boiler had been completed. Donations to cover Becker’s work have allowed us to make some very fast progress.
Friday of Snow Train (February 18) started on the rocky side with a few leaky tubes in the power car boiler but with the help of Dan Angles, the crew of Pat Campion, Johnny Winter, and Doug Crary, we were up and running in short order and the train was well warmed for the first trip out at noon.
Bob Ristow showed up about 7:30am and after breakfast got to work in the shop to not only clean up but also to make ready for riveting. We were planning to try the novel idea of inviting the public in while we riveted the smokebox so there were considerations of safety, crowd control, a clean walking path, and earplugs to be worked out. Through the day Bob was helped by Doug Klitzke, Doug Crary, Kevin Pickar, Ken Ristow, Kelly Bauman, Dan Griffith, Jim Baker, Tim Weaver, and myself. Ken Ristow and another helper ground off staybolts in the boiler firebox in preparation for hammering. Hopefully those will get started on March 5.
Saturday dawned early and started well on the railroad with a breakfast prepared by Pat Campion and Tric Stankemuth. From there the shop crew and operations crew went to work. Here is where I’ll do my best to thank the operating crew that allowed the shop crew to work. In the power car were included: Pat Campion, Tim Weaver, Bryon Schumacher, Don Angles, Al Joyce, Bob Ristow, Ken Ristow, Robert Hasheider, Johnny Winter and probably a couple I’m missing. The operating crew including Greg Vertein, Jeff Bloohm, Lee Nelson, Jim Connor, Ken Hojnacki, Rick Peters, Doug Klitzkie, Steve Brist, Stan Searing, Ray Zilvitis and I am sure others. These folks are all part of the teamwork that makes Mid-Continent go.
Our riveting crew included Steve Seibel, Jason, Kevin Reihl, his dad, Tom Lines, Ed Ripp, Dave Schumacher, Bob Ristow, Mike Wahl, Tim Weaver, Dave Lee, Pat Campion, Kevin Pickar, Dave Bierman, Dan Griffith, and Doug Crary. We were able to get the front reinforcing ring attached to the edge of the smokebox and after lunch get half the seam welt on the top riveted in.
At the same time, our guests were invited in to observe what they could (mostly due to safety considerations) of the process and the tools of the job.
Further down Track 1 in the engine house, Rick Peters with the help of Bob Dischler welded up a crack in the hub of one of the Montreal’s drivers. That leaves one major crack left to be addressed and the drivers can then be sent out for machining. Rick termed this a major hurdle now overcome.
Lunch Saturday was provided by Evan’s mother and on Sunday by Sharon Crary. This is a great help not only for a needed break but much better use of time.
Sunday was again breakfast in the depot and back at riveting with a smaller crew. One addition was Stan Searing as lead docent to talk with the few patrons that braved the snowstorm that really wasn’t.
Other docents through the weekend included Pat Campion, Dave Schumacher, and Bob Dischler.
As with any weekend with so much going on, things tend to blur but we had so much fun we’ll be doing it again March 5 and possibly 6. We are also keeping the normal work time of March 12 and 13.
As I said in the opening if you didn’t see your name here please correct me because everyone involved deserves credit for the work done.








Patch Preparations and Driver Repairs
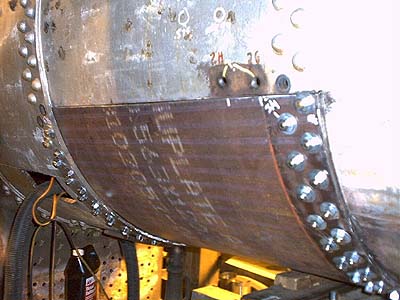
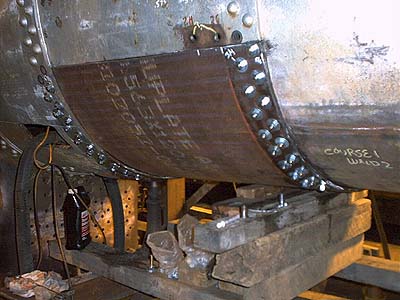
Indeed it was quite a successful weekend but it will be a day or two yet before I’ll get the pictures sent. The weekend actually started Friday, November 12th as Mike Wahl, Tye Hasheider, Don Engles and myself were able to come in and continue with the fitting process. The patch is nearly the right size so we are drilling the holes in the edges that will eventually become the rivet holes and bolting it in place as we go. We are working from the engineer’s side over to the fireman’s side to draw the steel into shape and determine how much more must be cut or ground off for the final fit. We’ve found that even with careful measurement and using the old piece as a pattern, the new patch still isn’t exactly the right shape. After all the bolts are in, some heat and persuasion will be applied to complete the job.
A magnetic base drill was rented to make the holes because this allows much more precise positioning and the magnet generally holds the drill quite still while punching through the steel. It was also used to drill out a broken bolt in the frame.
On Saturday, Mike, Tye, and Don returned and we were joined by Rick Peters, Kelly Bauman, Betsy Zonnerville, Jim Connor, Doug Klitzke, Al Joyce, Pat Weeden, and John Risley. Rick and John had earlier worked on repairing the cracks in the drivers and continued on with that task. The depth of the crack has to be defined by grinding away the old cast iron until the bottom is found. The area is then pre-heated and filled by welding. Many of the small cracks have been filled but there is still more work ahead.
Mike, Tye, and Don continued with the patch until Don had to leave, then Doug stepped in and gave a hand. Earlier Doug and Jim Connor unboxed a boiler tool that had been returned from loan to the Grand Canyon Railway. Shipping was not completely kind so they had to repair the box. Inspection showed no damage to the tool which is used for cutting a sealing seat in the steam dome of a boiler. It can also be adapted to the same work on a cylinder head.
Al Joyce continued turning out finished studs in the machine shop. Betsy and Kelly first performed some preventative maintenance on locomotive #4 and then inventoried and planned the use of a box of finished studs.
Jim Connor was even able to put a bit of time in on cleaning locomotive #7 to prep it for Santa Train. Our next organized work session is December 11 and 12 but we will also try to get some things done Santa weekend November 27 and 28. Bob Ristow is hoping to stay the week between Santa and Boyscouts to work on layout and fabrication of the new smokebox. He’s working to get a few people that may be able to help through that week. As it happens, my work schedule will have me off the 30th and Dec. 1st and I plan to be on the project.








Magnaflux Testing of Driving Wheels
The driving wheel centers for the WC&C #1 were tested for cracks using the Magnaflux process. Heavy cable was coiled around the section of the wheel to be tested. It was then connected to a very large machine similar to a welder. The area to be checked is then sprayed with an indicator which contains fluorescent iron particles. The machine then passes a very large electrical current through the wire to set up a magnetic field in the coil as well as the iron it is coiled around. If there are any cracks in the material, a flux leakage occurs which creates a disturbance in the magnetic field similar to two separate magnets being very close together. The iron particles are attracted to the flux leakage just like the end of a magnet. A very high power ultraviolet light is then shone on the area. If any cracks are present, the concentration of the fluorescent iron particles at the crack are extremely easy to see. The results? A few cracks were detected and final analysis will be determined by the General Foreman of Running Gear.
Ultrasound Testing Nearly Complete, Testing of Drivers Scheduled
Progress was made during the last work weekend. The ultra sounding is basically completed, the rear flue sheet template done, and the second course patch started for fitting. The testing of the wheel centers is scheduled and should be completed shortly, this will tell us the condition of the spokes and centers of the drivers. If you remember, the 1385 drivers had only two spokes that didn’t have cracks and some of the spokes had several cracks. We do have ‘new’ tires that can be machined and shrunk onto the centers.