Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
The following is an update on C&NW #1385’s new boiler progress comes courtesy of Continental Fabricators. Continental is the company creating the new boiler for the 1385.
The wrapper sheet has been removed and welding is complete except for the wash out plugs.
The wrapper sheet was fit to ensure all of the firebox stay locations lined up correctly then removed so that we could drill the firebox, as you can see the doorsheet is all that needs to be drilled. After this is complete the wrapper will be fit and welded for the last time and the entire boiler assembly will be welded together, followed by stay installation.
This photo shows the test fit of 1385’s wrapper sheet and progress with drilling. Photo courtesy Continental Fabricators
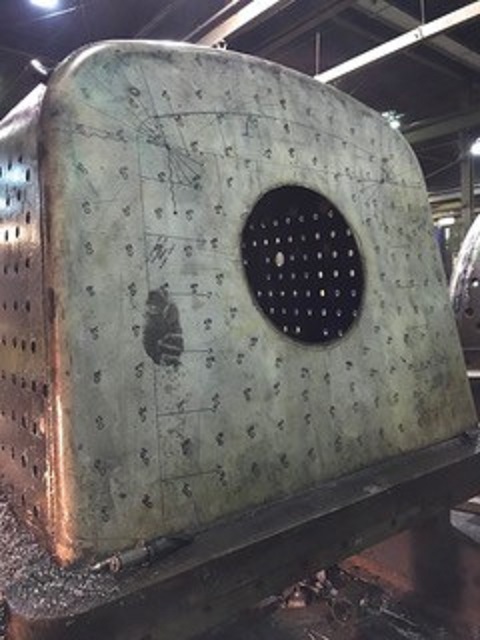
View looking down the barrel of C&NW 1385’s new boiler as of late November 2018. Photo courtesy Continental Fabricators.
1385’s door sheet is the only part left to be drilled. Photo courtesy Continental Fabricators.
When the boiler is completed it will be delivered to Wisconsin where the locomotive will be assembled at the shop of SPEC Machine.
Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
Continental Fabricators has supplied three new photos showing the current state of progress on Chicago & North Western #1385’s new boiler construction.
C&NW 1385’s new boiler firebox end. Oct. 31, 2018.
Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
New photos are now available from the Continental Fabricators factory floor in St. Louis showing Chicago & North Western 1385’s new boiler under construction. The new images mostly show the installation of the front flue sheet at the front of the boiler.
The front flue sheet (along with the rear flue sheet) support the flues which carry the smoke and hot gasses from the firebox – located at the rear of the locomotive – to the smokebox – located in the front of the locomotive – where they can then escape through the smokestack.
The front flue sheet also has multiple larger diameter holes for supporting the superheater flues. In a superheater-equipped locomotive such as the 1385, the superheater re-heats the steam generated by the boiler, increasing its thermal energy and decreasing the likelihood that it will condense inside the engine. Superheating the steam increases the thermal efficiency of the steam engine.
Lastly, the single largest hole in the front flue sheet supports the dry pipe. The dry pipe carries the saturated steam (i.e. non-superheated steam) from the steam dome to the superheater header before being directed to the superheater flues. Inside the superheater flues the saturated steam becomes superheated and is then directed to the cylinders, which in turn provide power to the driving wheels.
C&NW 1385 new front flue sheet. March 21, 2018. Photo courtesy Gary Bensman.
A Continental Fabricators welder installs C&NW 1385’s front flue sheet. Photo courtesy Gary Bensman.
C&NW 1385’s new front flue sheet is welded in place. Photo courtesy Gary Bensman.
The following two images show 1385’s old boiler to help give perspective of where the front flue sheet resides within the locomotive. You may notice the pattern of the smaller holes for the tubes is different between the new and old sheets.
One advantage of building a new boiler is that we can correct some compromises made when the Chicago & North Western modified the engine to add the superheaters. We can also incorporate an updated design for arch tubes in the firebox which will allow us to put tubes back into the area formerly blanked off in the old boiler. The old boiler has a patch in the belly of the barrel to repair cracking believed to be caused by uneven heating. Those thermal stresses were thought to be the end result of that bottom area of tubes being removed. Another advantage of populating that area with flues again is a gain in heating area so the new boiler should steam a slight bit better.
This image of 1385’s old boiler shows the location of the front flue sheet at the front end of the boiler where it connects to the smokebox. Note the steam dome visible on top of the boiler toward the rear. MCRM photo.
Detail of 1385’s old boiler showing the front flue sheet and smokebox.
The last image from St. Louis shows the hole cut into the top of 1385’s new boiler where the steam dome will be installed.
The large hole is where the 1385’s steam dome will sit. Photo courtesy Gary Bensman.
Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
An important part of caring for a steam locomotive is time-honored boiler wash. Performing boiler washes at regular intervals is mandatory to conform with Federal Railroad Administration regulations and ensures that the locomotive’s boiler is kept free from all corrosion and scaling which would otherwise lead to reduced operating performance and eventually cause damage to the boiler. Boiler washes must be completed after every 31 days the locomotive is in service and is one of the many steps of regular maintenance required to keep a steam locomotive operating. During a wash the boiler is first emptied and then high-volumes of water are flushed through the interior of the boiler and smokebox until no sign of rust, scale or other detritus is detectable in the drainwater.
In order to perform a boiler wash, it is necessary to have numerous access points to the boiler’s interior to direct the water into the boiler as wells as locations for the drainwater to escape. This is achieved through the use of removable plugs of a decent size that can easily be removed and put back in with a steam tight seal. SPEC Machine is reproducing steam era Huron style [Huron Manufacturing, Inc.] couplings and plugs from certified materials for the task.
New washout couplings for C&NW #1385. Pete Deets photo.
New washout couplings with sample plugs from the C&NW #1385’s old boiler. Pete Deets photo.
The couplings will be welded into the boiler shell and the two plugs shown in the above photo (which are actually from the 1385’s old boiler) demonstrate how the plug sits in the coupling and also shows the wide sealing surface that makes the Huron style so easy to use. With a clean thread and sealing surface a gentle tap or two with the heel of your hand on the end of an 18-inch wrench is all that is needed for a perfectly steam-tight fit. Much more force than that will only distort the plug and seat and ruin the sealing surface.
SPEC Machine’s Steve Roudebush opens a shipment of new bronze rods which will soon be formed into washout plugs for 1385’s boiler. Pete Deets photo.
Recently the steam bronze arrived for the new plugs and was photographed being unboxed by SPEC Machine’s Steve Roudebush. Those two sticks total over 300 lbs. of material. The next step is to whittle away anything that doesn’t look like a Huron plug.
Engineering calculations show the threads should be able to withstand pressure up to 13 times greater than the boiler’s design pressure but calculations alone aren’t good enough. One extra coupling was made to serve a dual purpose. First, it will be welded into a piece of test material so we can gauge how badly the heat of the welding process will distort the coupling. The test material will also have a fitting applied to allow the 1385 team to hook it up to the hydrostatic pressure test pump. Once a plug is made, it will be screwed into the coupling and can be pressure tested as a system to further prove the safety of the design before it gets installed on the actual boiler.
Meanwhile in St. Louis, Missouri, Continental Fabricators has continued production work on the new boiler. This photo recently shared by Continental Fabricators’ staff shows the front courses welded together.
Welded front courses of Chicago & North Western #1385’s new boiler. March 5, 2018. Photo courtesy Continental Fabricators.
Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
The Flannery Bolt Company is long gone but their products live on as their staybolt and staybolt accessories are reproduced today for projects like the Mid-Continent’s Chicago & North Western No. 1385. In the steam era staybolt production and replacement were a regular occurrence and such parts were readily available in large quantities. Even in 2018 there are at least two shops readily producing them as a specialty item, but for the 1385 project Mid-Continent has opted to keep it local, producing them in-house at SPEC Machine where the bulk of the locomotive’s overhaul and assembly is taking place.
1385 project volunteer Pete Deets explains, “We decided to have Steve Roudebush [owner of SPEC Machine] make them as the best way to control the cost and delivery schedule.” He adds, “The bolts to go with the sleeves and caps are on the way… there are 72 flexible staybolts on the 1385 but there are also a few hundred rigid stays that will go into the boiler.”
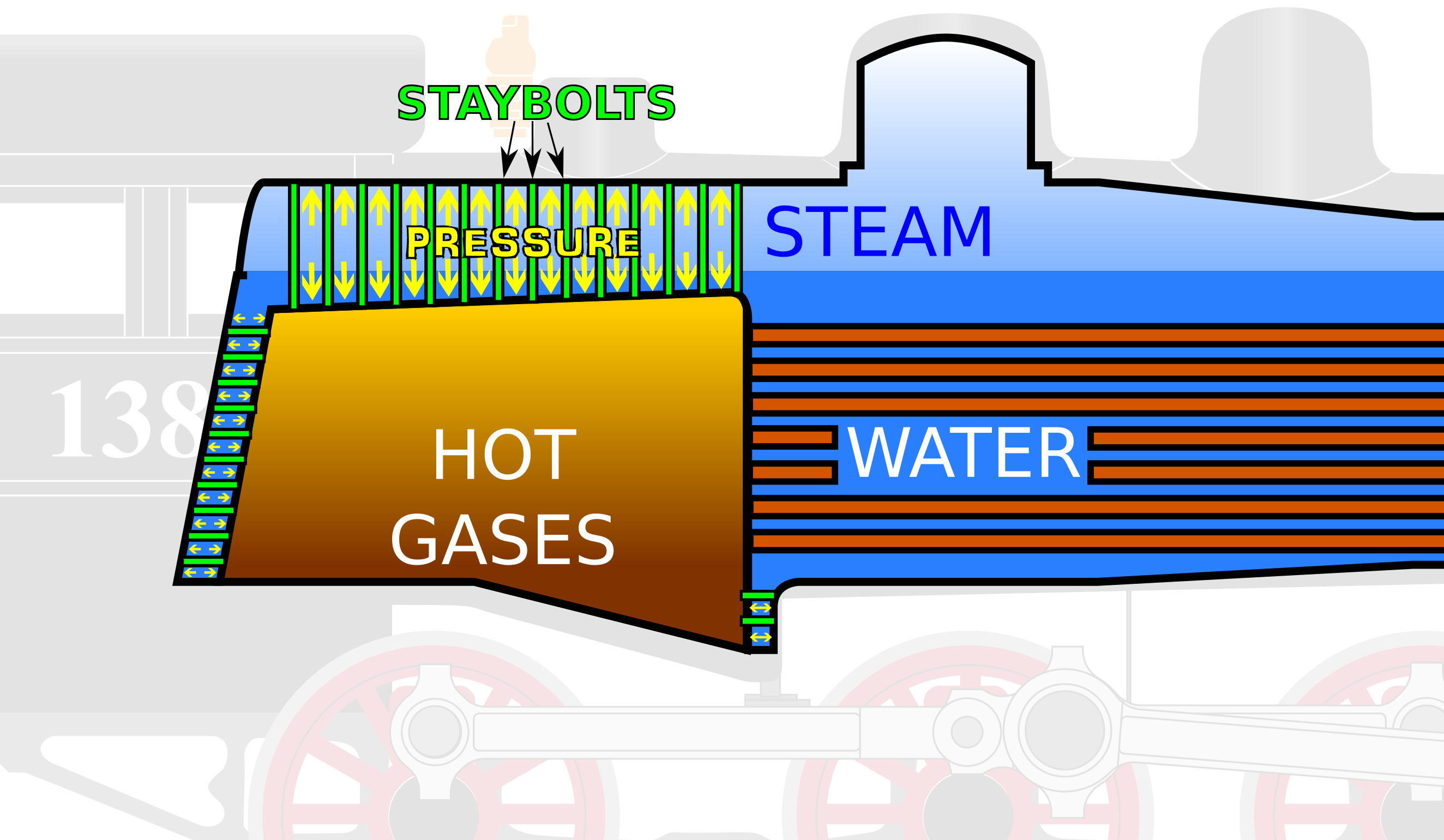
The majority of the boiler is cylindrical, a naturally strong shape, but there are also some flat and irregular surfaces within the boiler too, especially around the firebox. With the intense pressures up to 250 psi inside 1385’s boiler, these surfaces would weaken, bow, and eventually fail without staybolts to support them.
The flexability afforded by a flexible staybolt is critical to maintaining the boiler’s strength while still allowing for the expansion and contraction that occurs as temperatures change from one extreme to another within the boiler. Deets explains:
A flexible staybolt has a ball shape on one end and is threaded on the other. The ball end fits into and will be held by the cup shape of the inside of the sleeve. The sleeve will be welded on the outside or wrapper sheet of the boiler above the firebox. The bolt is then dropped into the sleeve and the threaded end is screwed into a threaded hole in the firebox. The bolt is hammered or “upset” to cause it to swell into the threads and form a steam tight seal and a copper gasket is applied with the cap to seal the sleeve end. The ball end of the bolt can actually swivel in the cup shape of the cap and it allows the firebox to move in relation to the wrapper sheet of the boiler as the engine goes down the road. [Locomotive designers] found that allowing that slight bit of movement was better overall for the boiler than trying to hold every bit very stiff and rigid. If things were too rigid the boiler would break the staybolts anyway. It was also noted there were fairly specific areas of a boiler that were prone to breaking stays so the Railroad Master Mechanics Committee came out with recommended patterns of placement for the flexi’s to alleviate or at least minimize the breakage.
New flexible stay caps and sleeves were fabricated in January 2018 by SPEC Machine for C&NW 1385. The accompanying bolts are currently in production. Photo courtesy SPEC Machine.
Flexible staybolt cap and sleeve detail. Photo courtesy SPEC Machine.
The photos of the staybolt caps reveal a series of numbers stamped on each one. The number represents the part’s “heat number.” That is a jargon from the steel industry as they refer to every batch of iron or steel (or any metal) that comes out of a furnace as a “heat.”
Deets elaborates on the importance of heat numbers:
That number is vital because every piece of metal that goes into the pressure retaining portion of the boiler must meet very specific requirements of physical strength, mechanical properties and chemical properties and we have to be able to prove the materials we use meet those specs. Every batch of steel made is tested for chemistry and physical properties and is assigned a unique number. The records of those batches made for specific applications such as boiler plate follow the steel through the finishing process of the mill and each piece is marked with the heat number and other information. Those records are the certification that this particular batch or heat number meets this specific set of requirements and we must get a copy of and keep on file the material certifications or “certs” for short. That heat number represents the “pedigree” of each of those parts.
The below YouTube video produced by Wasatch Railroad Contractors while working on a different locomotive restoration provides a good illustration and explanation of how flexible staybolts work.
Last but not least, SPEC Machine has also been busy finishing up more work on 1385’s brake equipment. Brand new brake heads were cast last summer (see post from Sept. 1, 2017) and are now being machined in preparation for installation.
One of the newly cast brake heads is machined to specification. Each brake head supports one of 1385’s brake shoes.