
Superheater Header Finish and Installation
In our last update, we discussed how the Chicago & North Western #1385 had been converted in 1926 to become a superheated locomotive. One of the components added as part of that 1926 conversion was the superheater header. The superheater header’s job is to take steam from the dry pipe and direct it to the superheater tubes for a second round of heating before the steam is sent to the branch pipes and down to the cylinders.
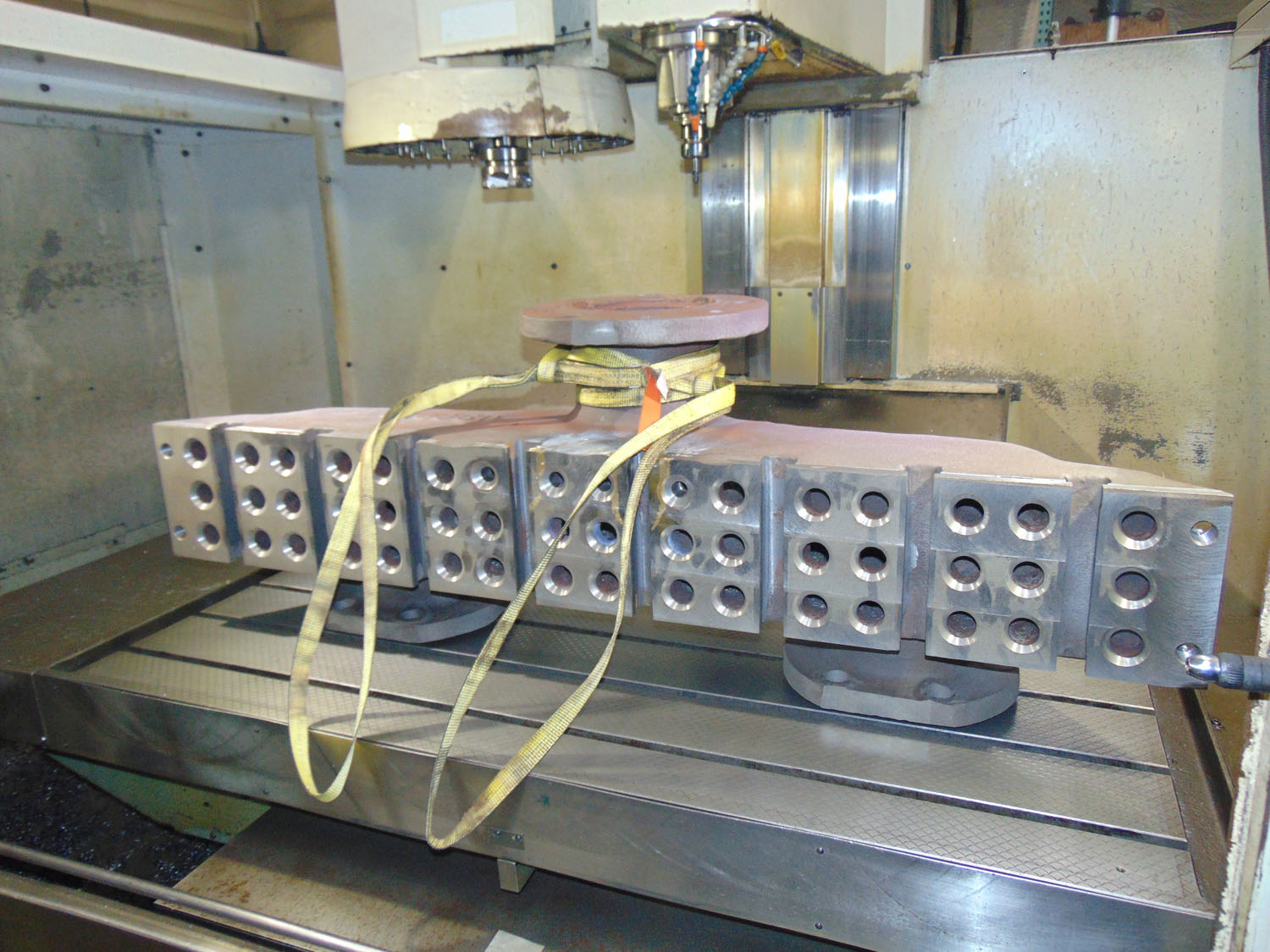
We now pick up on the repair of the superheater header and its installation. After the gas weld repairs were finished to mend the broken “T”-slots the header was mounted in SPEC’s large CNC milling machine. A skin cut on the superheater unit face was made to give an even working surface and then the sealing surface for each of the superheater ball ends was machined.

Superheater unit face after machining.
The T-slots were also machined to a minimum clearance to accept the new T-bars that will be used to clamp the superheater units into the header for a steam tight seal.
-

- Test-fitting of new T-bar.

-

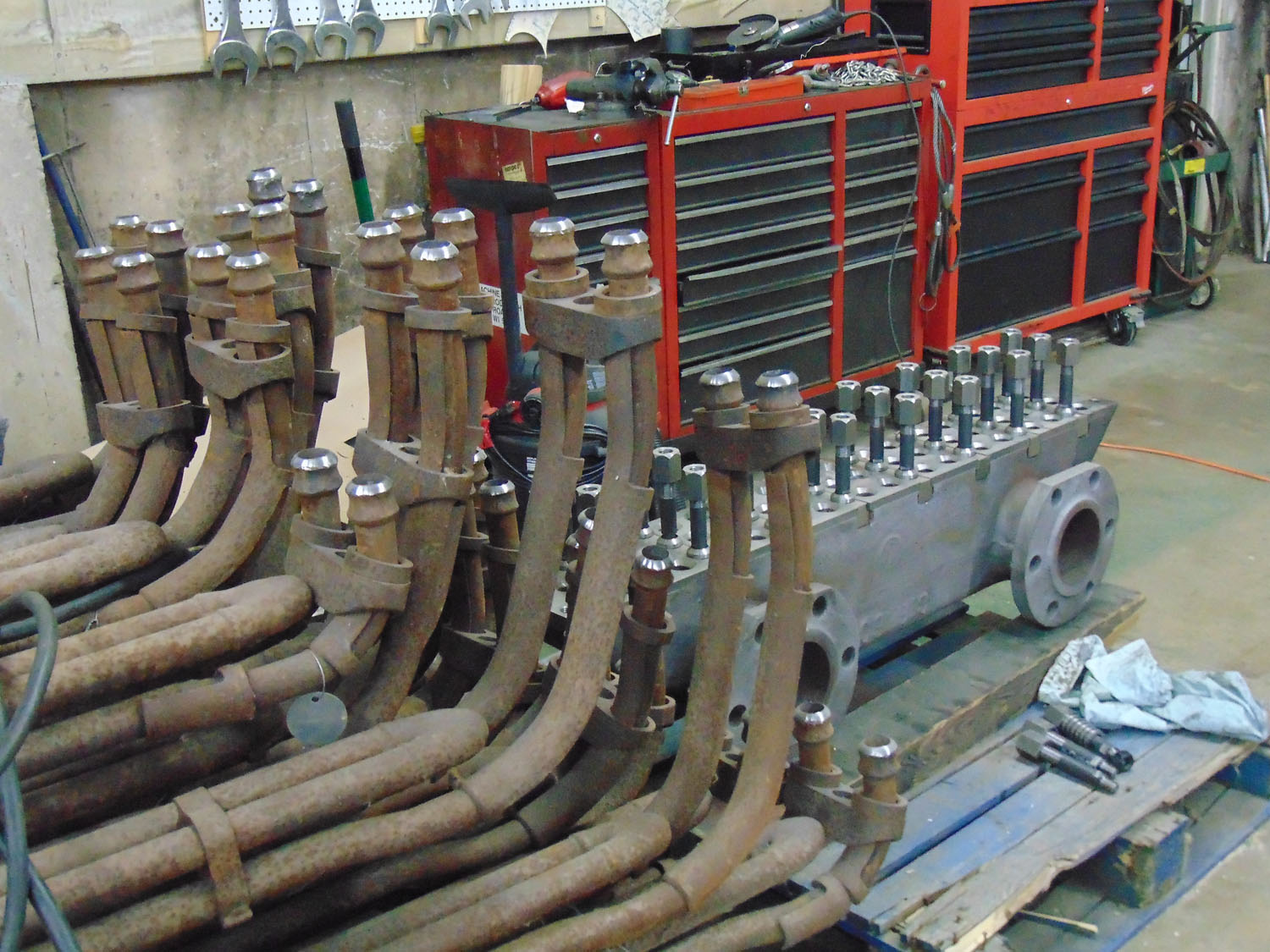
- The superheater header.

The original design was to have an individual T-headed bolt for each unit but that concentrates all the clamping stress in the small area of the shoulders of the bolt. It is believed that is why the sections of the header broke out and had to be repaired in the first place. The T-bars will distribute the stress along the length of the slot and hopefully preclude any more breaks in the slots. The nuts are extra long so that while the engine is on service the threads of the clamping bolts will be protected from the abrasive blast of cinders flying past and the corrosive nature of the cinders and ash that will collect.

Picture of all the T-bars and clamping bolts in place on the header with a reminder that the header is lying on the palette upside down.
-

- The header in the CNC mill in preparation to machine the dry pipe sealing surface.
-

- SPEC Machine’s Steve R. demonstrates the T-bar placement.

The header and superheater units await installation.
After that operation (and many other tasks) the header was placed in the smokebox prior to mounting it for a test fit.

The superheater header sits in the smokebox as it is readied for installation.
Finally, the header is moved into its working position. Looking through a branch pipe hole in the side of the smokebox we can see the freshly machined surface that will seal against the dry pipe as it seats in the flange in the front tubesheet.
-

- View of superheater header surface that will soon seal against the dry pipe.

-

- The end of the dry pipe.

The header is gently slid over the studs and when the nuts are tightened it is finally in its home position for the first time on our new boiler.
-

- Looking through the branch pipe hole once again, the superheater header is seen being hoisted into place.

-

- The forks of a forklift gently maneuver the superheater into place for mounting.

A little closer look and a bit of imagination and you can see how the superheater units will be drawn up into the header with the ball ends straddling the T-slots.

The header is tested for fit inside the smokebox.
One side of the slot will deliver the steam from the throttle to the superheater unit and the other side will collect the superheated steam for delivery down the branch pipes to the valves and cylinders.
With the fit-up and sealing proven, tabs are welded to the inside of the smokebox to support the weight of the header while in service. The sealing surfaces of the branch pipe flanges also get dressed and lapped to seal against the donuts used in the branch pipes.
With the test fitting completed and everything checking out, the header and superheaters have all been installed and are now mated to the header.

Superheaters and header fully installed and mated.
A sharp eye will catch a ring of different color between the superheater units and the header. Due to a discrepancy between the C&NW drawings and how the boiler was actually built we’ve been given an opportunity to improve the sealing surface by adding a heavy brass gasket.
-

- Detail view of the connections between superheaters and superheater header.

-

- Heavy brass gasket added to improve sealing surface and maintainability.

These collars not only take up the needed space but also give us a brass-on-steel sealing surface rather than steel-on-steel and provides us a replaceable sealing seat for easier maintenance down the line.
All photos provided by M. L. Deets.