
Change as a Constant
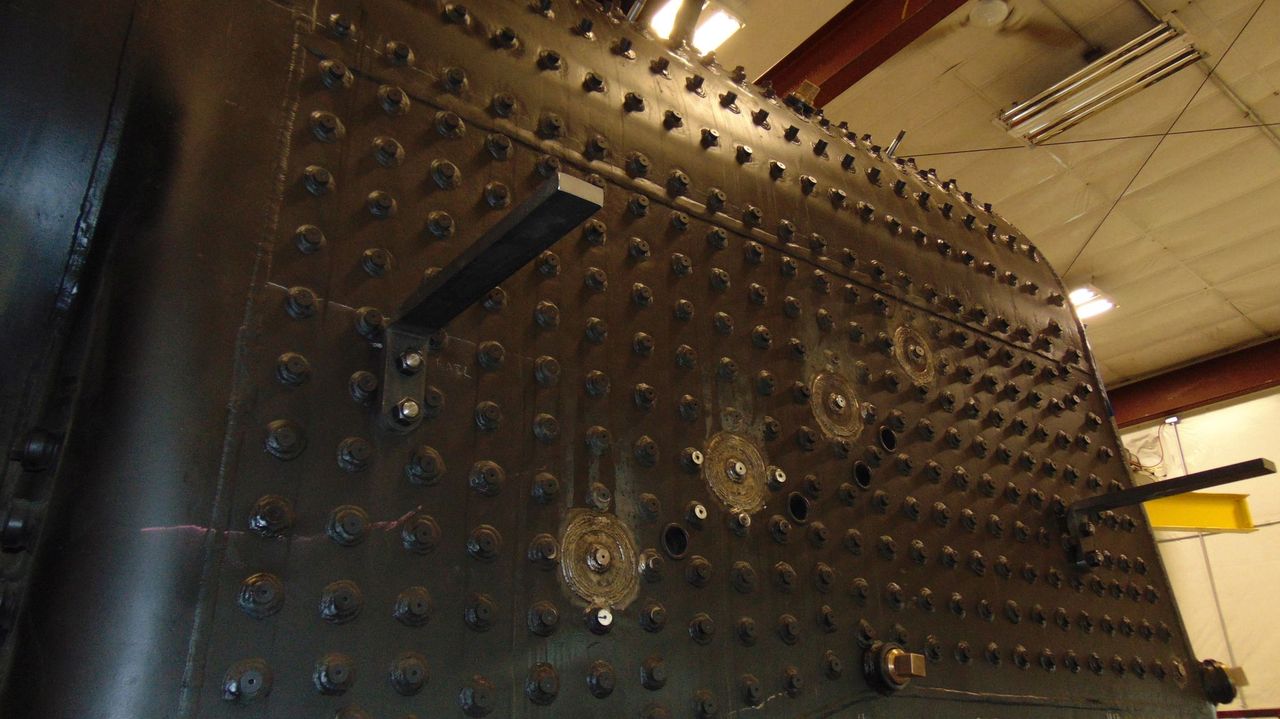
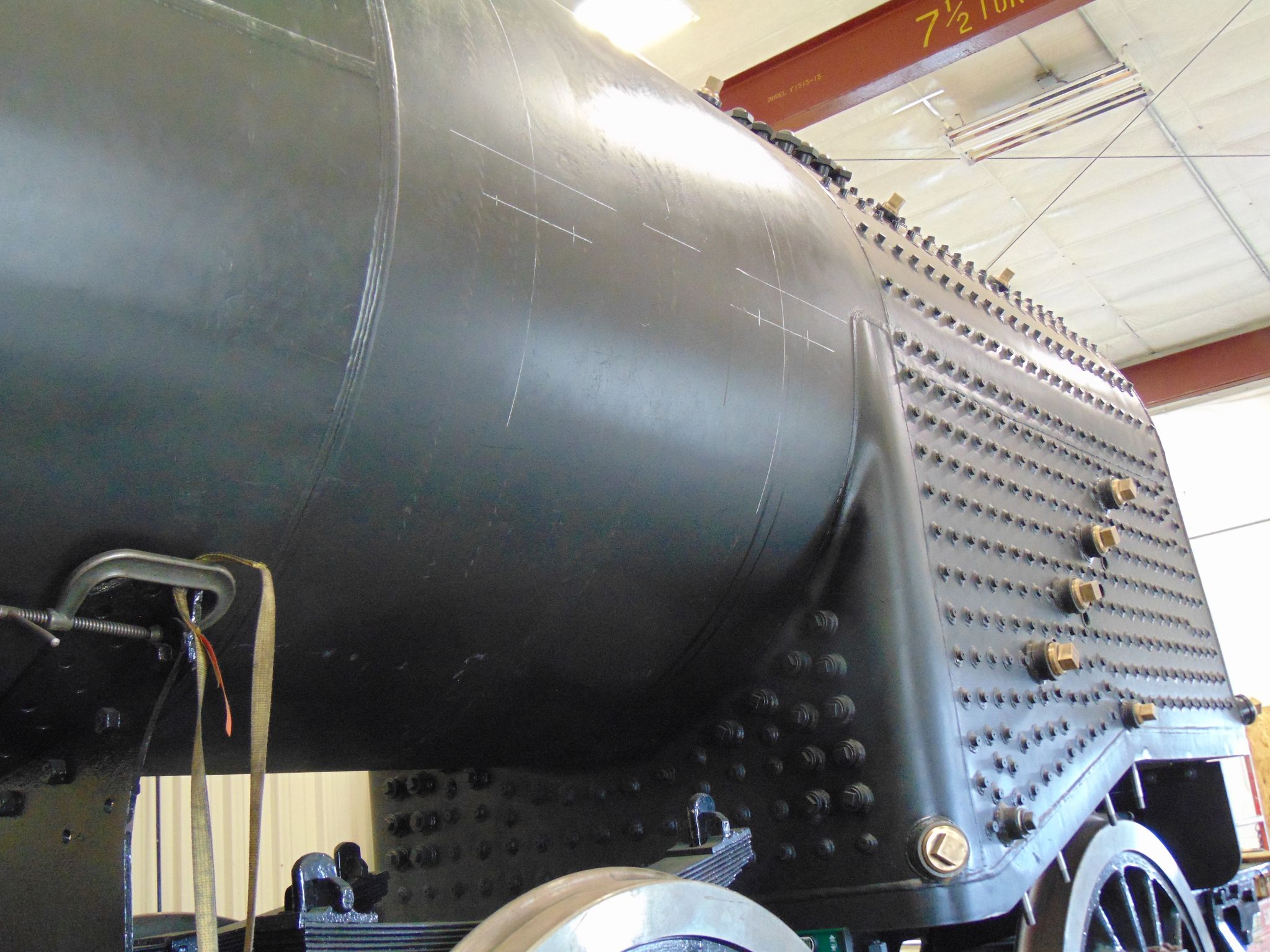
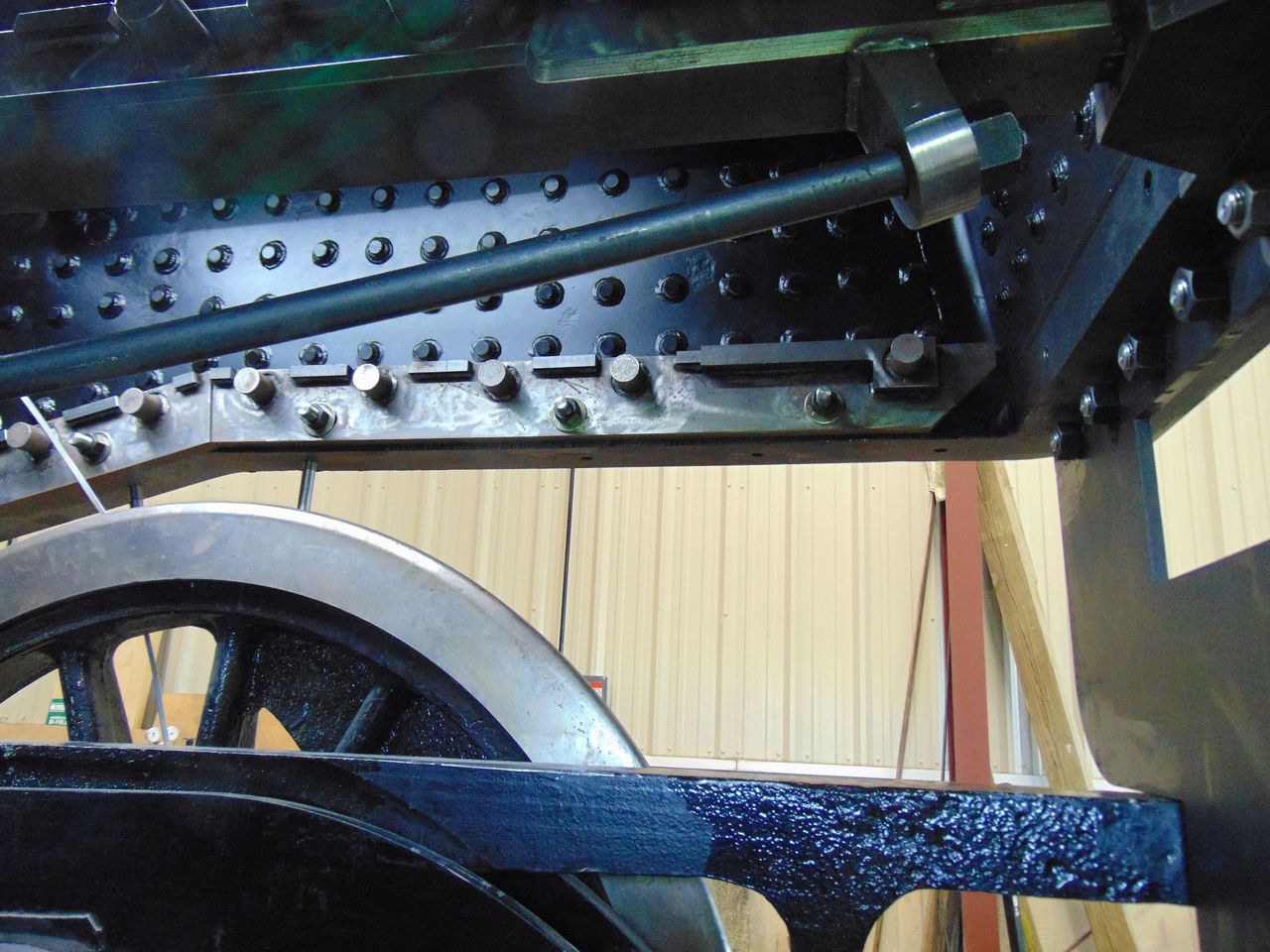
Life is relentless change and that certainly includes locomotive restoration projects. This update explores some of the modifications made to the boiler and firebox configuration of C&NW #1385 in the past year. As a teaser, what differences do you see between these two photos?
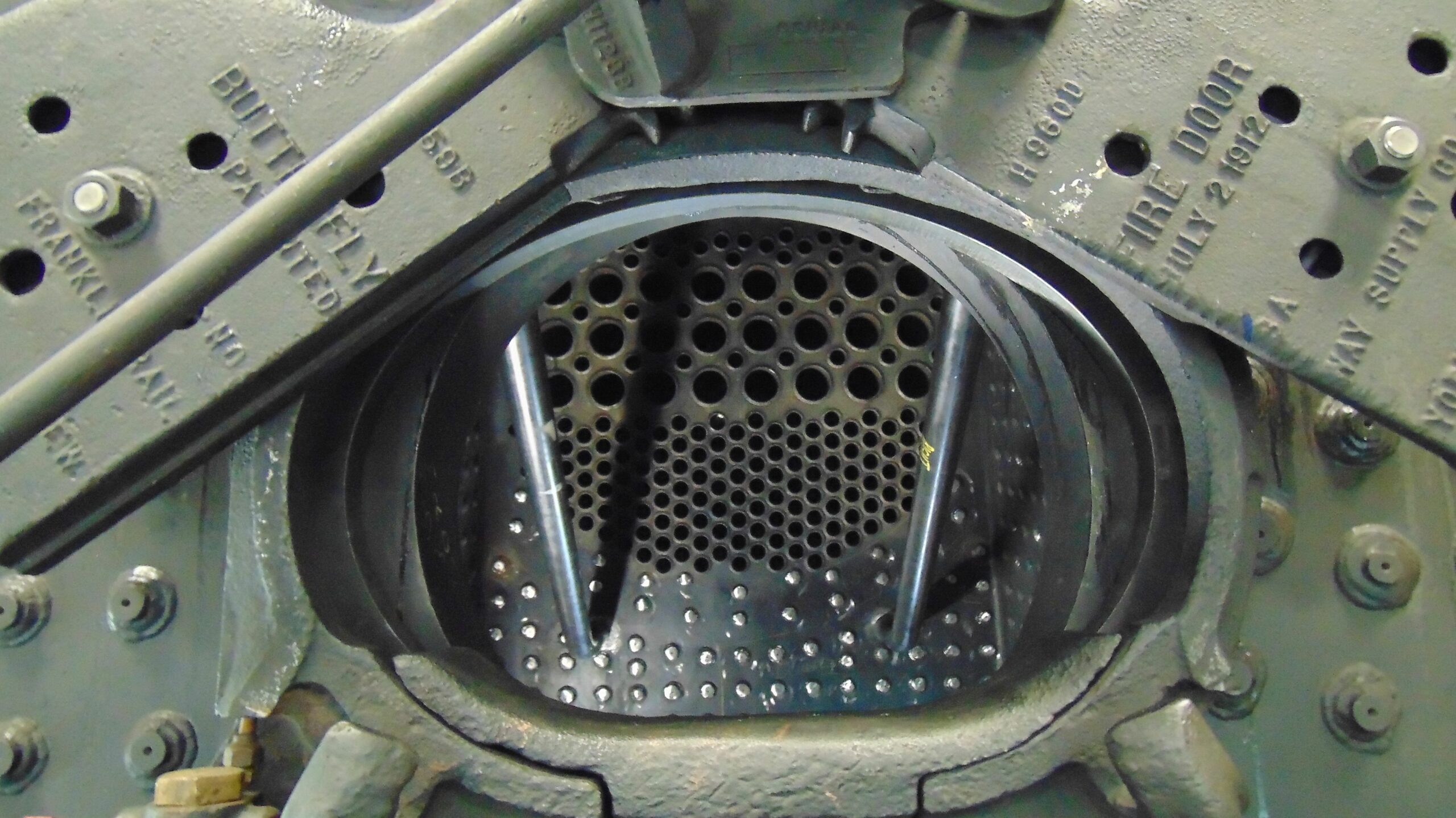
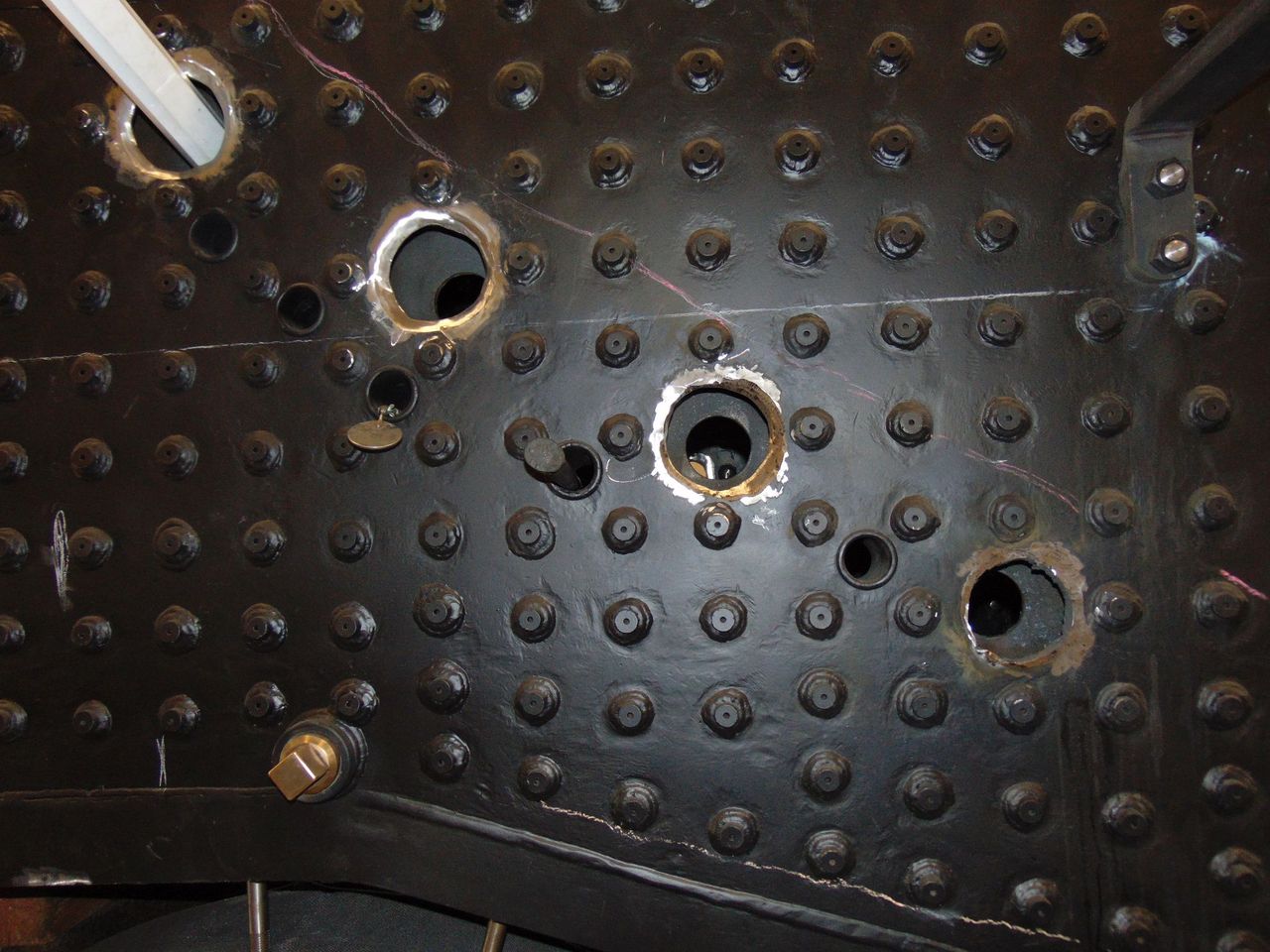
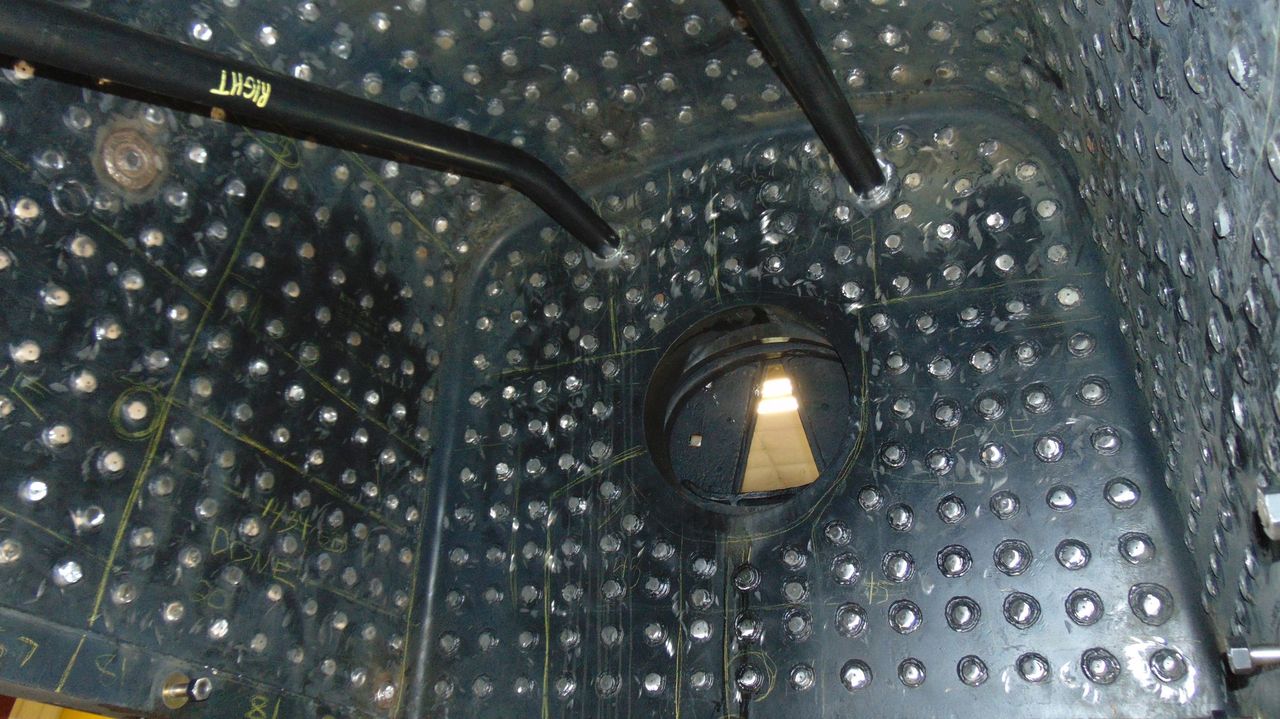
Now what do you see different in the two below?

In the 3rd quarter of 2023, the 1385 Task Group resumed responsibility for project management which included reviewing tasks to be completed and setting a goal of returning the engine to MCRM for testing and operation in 2025. As part of the review contractors and resources were added to expedite the process.
In order for the engine to be accepted into service by the Federal Railroad Administration (FRA) we must complete what is known as the FRA Form 4. The Form 4 is a compilation of calculations and reference documentation to mathematically prove our boiler is safe to operate and determine what the safe operating pressure limit is. That pressure is known as the Maximum Allowable Working Pressure, or MAWP.
The Task Group began reviewing existing calculations and some suspected design deficiencies were found. To get a second and more experienced opinion MCRM partnered with FMW Solutions who confirmed the Task Group’s suspicions. It was determined that six staybolts in the firebox were too small, most of the staybolts in the firebox extended too far into the fire space and the transverse arch tubes between the sides of the firebox and the crownsheet of the firebox were unworkable.
We immediately set plans in motion to create a solution. One part of the work was the shop drawings created by the Task Group. With drawings in hand, the combined forces of SPEC Machine, Hooper Corporation, FMW Solutions, Harvey Diversified Trades, Sharpe Products, and MCRM employee TJ Doyle completed the changes by early June 2024.
The too-small staybolts were a relatively easy repair. The process was to cut out the old bolt and weld in the next larger standard size.

The staybolt ends extending too far into the firebox was also a relatively simple process though the work itself was repetitive and labor intensive. It consisted of cutting and grinding off the ends of the bolts until they protruded no more than 3/8 of an inch from the firebox surface. This measurement is a requirement of the American Society of Mechanical Engineers (ASME) code of construction for locomotive boilers.

The transverse arch tubes were quite a bit more complex, and it was finally decided to revert to the original C&NW placement and design of two longitudinal arch tubes and patch the openings left from the transverse tubes. First, the tubes were removed from the firebox and then the washout plug collars were removed from the outside.
At the same time, two flexible staybolt sleeves were removed from the throatsheet so washout plug collars for the new arch tubes could be welded in their place.

Twenty-four patches were then welded in place of the removed tubes and sleeves. In the sides of the firebox, the patches also had to include a staybolt so a donut patch was welded in place on the inside and outside.
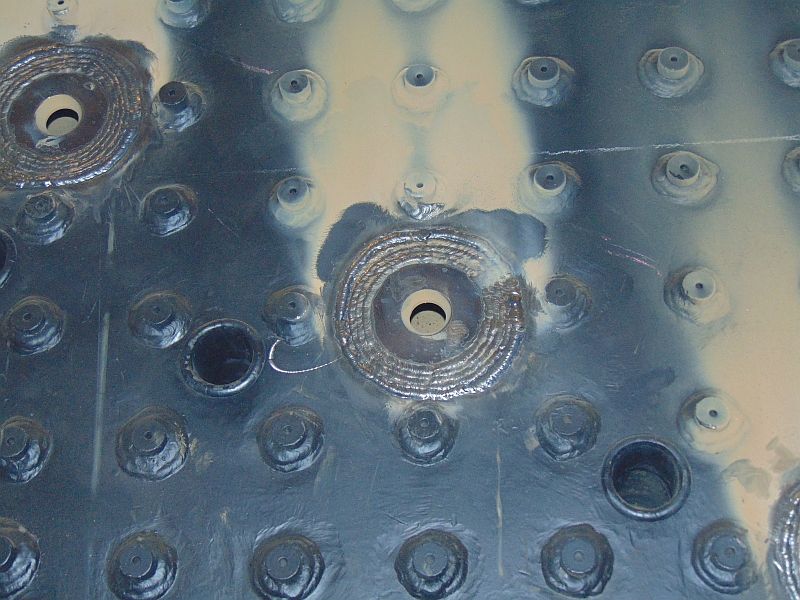
The staybolt was then welded in place in the donut hole.

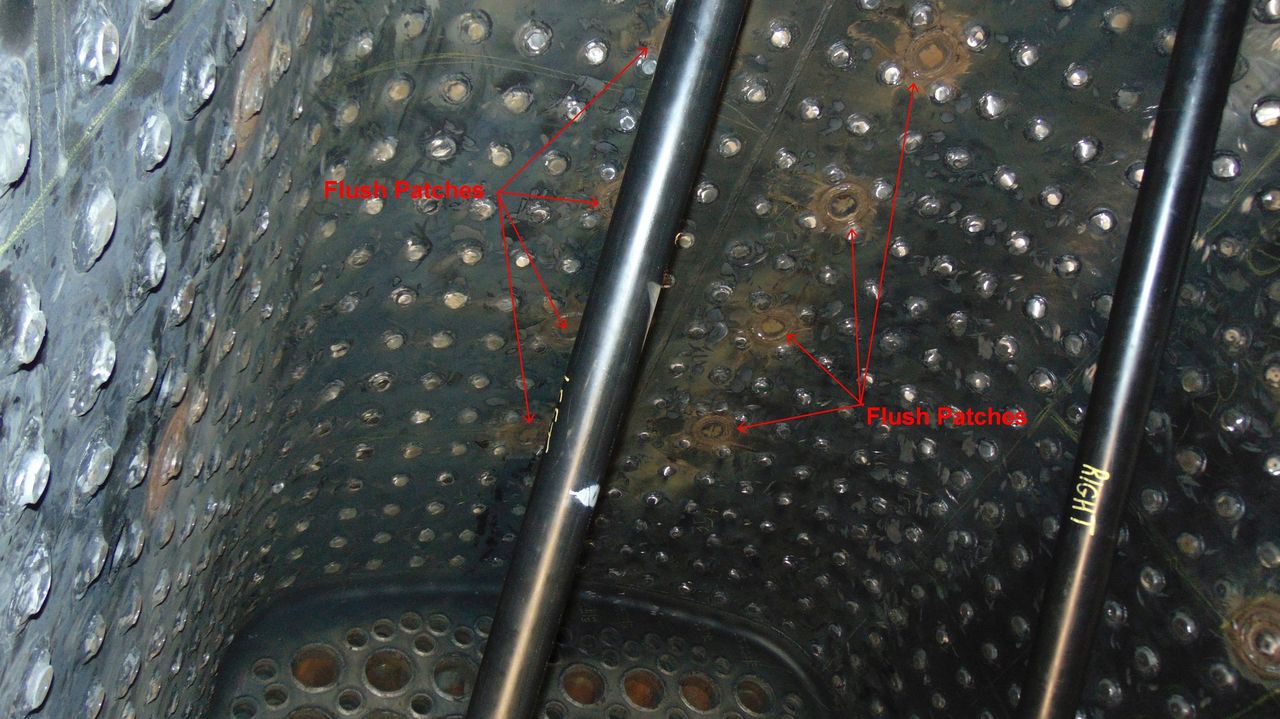
On the crownsheet of the firebox the tubes had been placed between staybolts so a flush patch was all that was needed.
The welds were then ultrasonically inspected by TEAM Industrial Services and each weld had zero defects. Ultrasonic inspection of welds is a relatively recent process and is much quicker and safer than X-ray inspection, but it is equally acceptable. The holes for the arch tube washout collars on the backhead were then cut and prepped to have the collars welded in place.

The new arch tubes were then trimmed for proper fit and installed in the firebox.

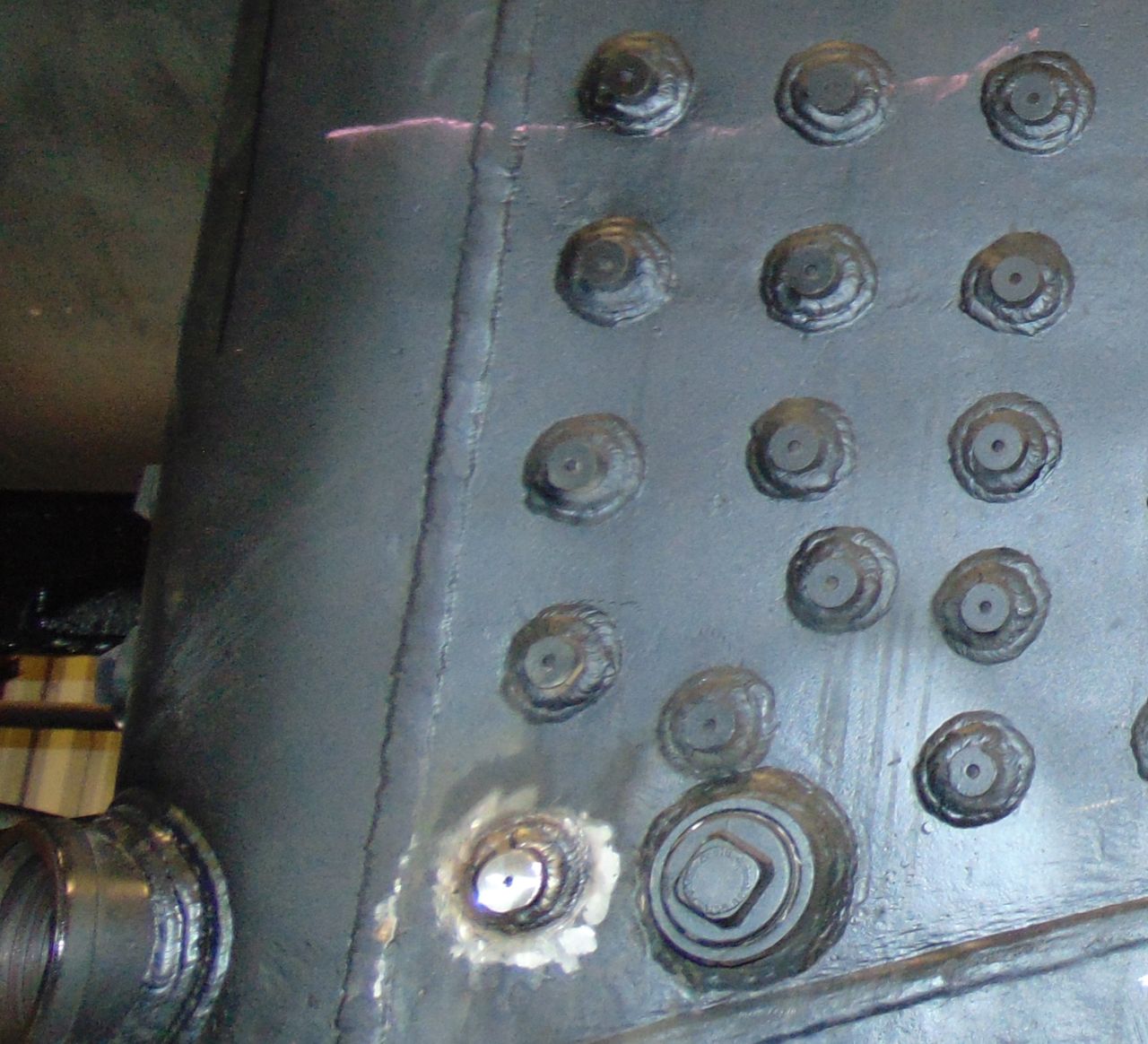
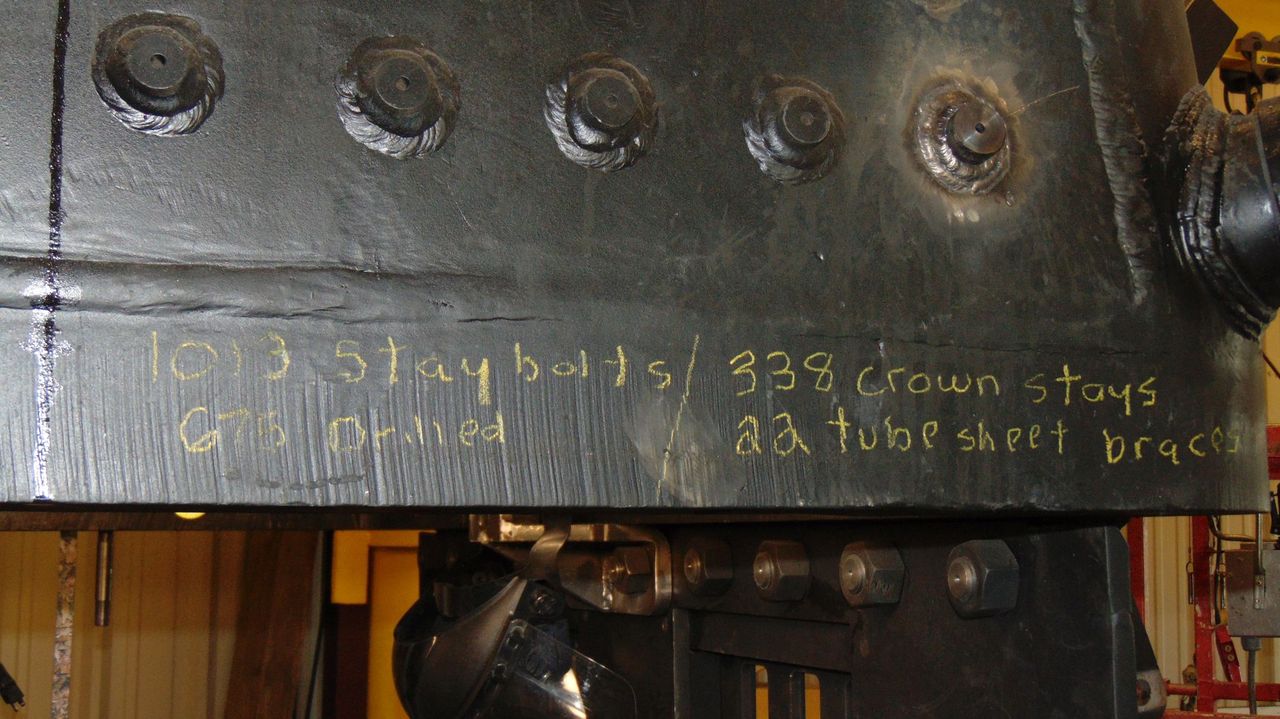
While the necessary contractors and skilled labor was on site the boiler received two extras. The first was a pair of washout collars and plugs high on the boiler shell and at the front to aid in washing out scale and debris from the front of the boiler back toward the firebox. The second was drilling telltale holes in the firebox ends of the staybolts as needed. When the boiler was built the drilling was not a requirement, but it now is required in the current edition of the code of construction. We were not required to make this change but decided to proceed as a preemptive move in case the FRA required the drilling in the future. A tally of the stays that were drilled and trimmed was chalked on the mudring of the boiler after TJ Doyle had competed the arduous task.
All boiler and firebox modifications outlined in this update were completed by June 2024 and the project has since moved on to hydrostatic testing of the boiler, with one hydrostatic test already completed and a follow-up hydrostatic test planned for the near future.
All photos courtesy of Pete D.