Welcome to the Chicago & North Western #1385 steam status blog! Follow along as we bring the 1907 American Locomotive Company 4-6-0 steam engine back to operating condition.
The C&NW #1385 in North Freedom, taken February 19th, 1978. Randy Long Collection.
Members, Friends, and Supporters of the Mid-Continent Railway Museum
We are now raising funds to bring our #1385 Chicago & North Western R-1 class steam locomotive home. As most of you know, the locomotive has been out of service for a little over 26 years and away from the museum since 2013. Finally, in 2025, we plan on bringing #1385 back to Mid-Continent.
The plan is to move the engine by truck and load it onto a flat car. From there, the Wisconsin and Southern Railroad will bring the engine back by rail. This move will include three crane lifts, transportation and securing. With the information we have now our latest estimate, including all required work, is around $80,000. Once it’s back home, final assembly and testing can begin. Our goal is to have #1385 ready for operation in 2026. Please help support the Bring the #1385 Home Fund.
If you would like to donate online, please click the button below. Donations can also be made by phone or mail. (If donating with a check, please write ‘Bring the #1385 Home Fund’ in the memo line.) Our mailing address is:
P.O. Box 358 E8948 Museum Road North Freedom, WI 53951
For assistance, contact our office staff at 608-522-4261.
A Form 4 is a crucial document used by the Federal Railroad Administration (FRA) to record detailed information about the boiler of a steam locomotive. The form includes data on the boiler’s construction, materials, and condition, as well as the results of various tests and inspections to demonstrate compliance with safety regulations.
The Form 4 has been completed and submitted to the FRA in Washington for the #1385. The FRA gave us approval to proceed with the FRA witnessed Hydrostatic test. This was done on October 10th, 2024. All went as planned with no issues. The engine passed the test and FRA Inspector Dave S’s final comment on the test was “Good work!”
Now we are waiting for Washington for the final approval of the Form 4. We have compiled a complete list of all the work to be done on the engine and have assessed who is doing each task. We will bring in the following labor to work on the completing the engine: volunteer museum members, paid staff, and third-party contractors including Spec Machine and FMW. This winter will be a very busy season for us. Some of the larger tasks left to complete are installing the air and steam lines, adding insulation and the sheet metal jacketing, installing the cab, ashpan installation, smokestack installation, and installing the pistons and rings. There are many other smaller items that need to be completed as well.
The #1385 Task Group and Management Committee are still meeting weekly and the items to get completed are getting smaller in number. Our plan is still to have the engine back at the museum in 2025 and at least begin testing. I want to thank our friends and supporters of this project. We could not have gotten to this point without your help, support and understanding. If you would like to give a gift to #1385, please click the button below to donate online. Your gift will ensure this work is completed in a timely manner and help with transportation costs to ship the engine back to the museum.
Thank you in advance for your positive help and support!
Although progress is happening on the locomotive back at the shop, we had a unique work experience that took place over August 16, 17, and 18 during the Badger Steam and Gas Engine Club annual show.
Mike W, Pete D, Ed R, and the rest of the regular sawmill crew, met and sawed the wood needed for the tender foot board and the tender coal boards. They used steam power in the form of traction engines to run the sawmill at the Badger Steam and Gas Show. Ash and white oak logs were used.
We would like to thank the Badger Steam and Gas Engine Club for the donation of the time of their mill to help another steam engine get back to operation. The lumber is now at the museum awaiting installation. The coal boards will be used to hold back the coal in the tender as it is filled. As the pile drops the boards get taken out. Once we fill the tender back up, the coal boards get placed back into their pockets.
The foot boards will be mounted at the rear of the tender and provide a place for trainmen to ride during switching operations. For safety, the footboards will only be used when the locomotive is traveling forward.
Looking forward, we are in the preparation stage for our next hydro test. More information will be available soon.
Thank you for your positive help and financial support with this project.
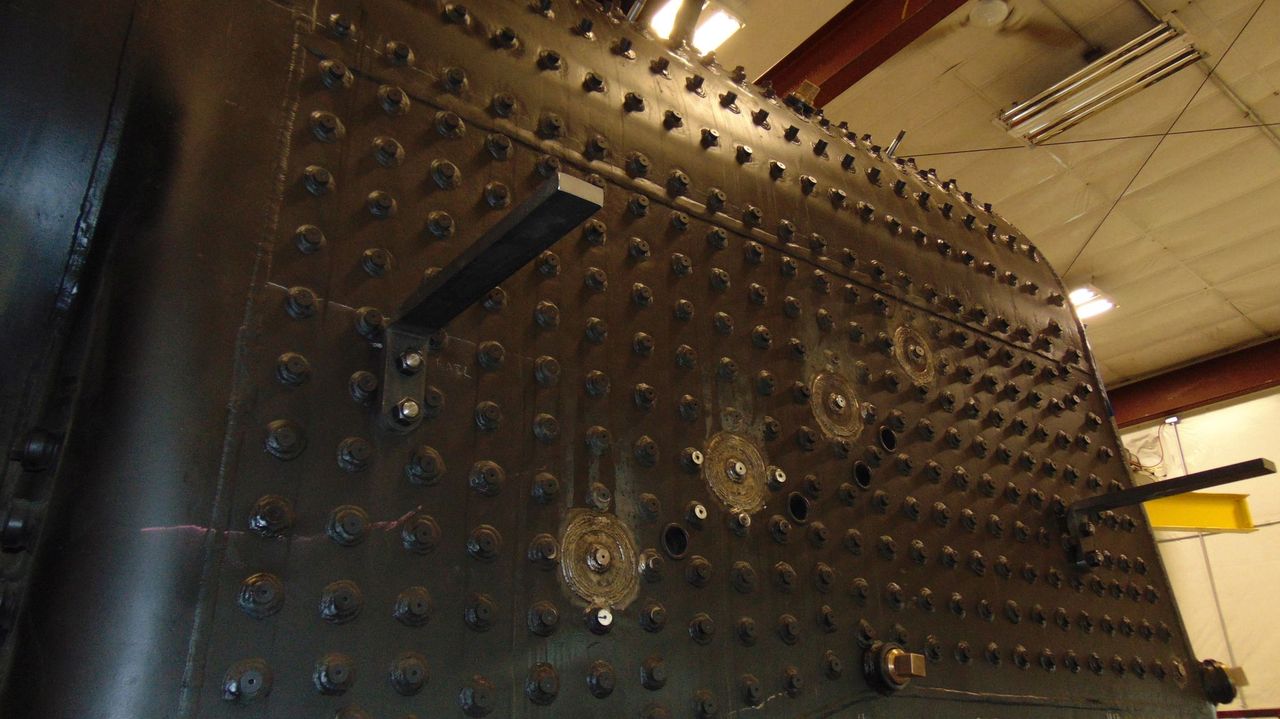
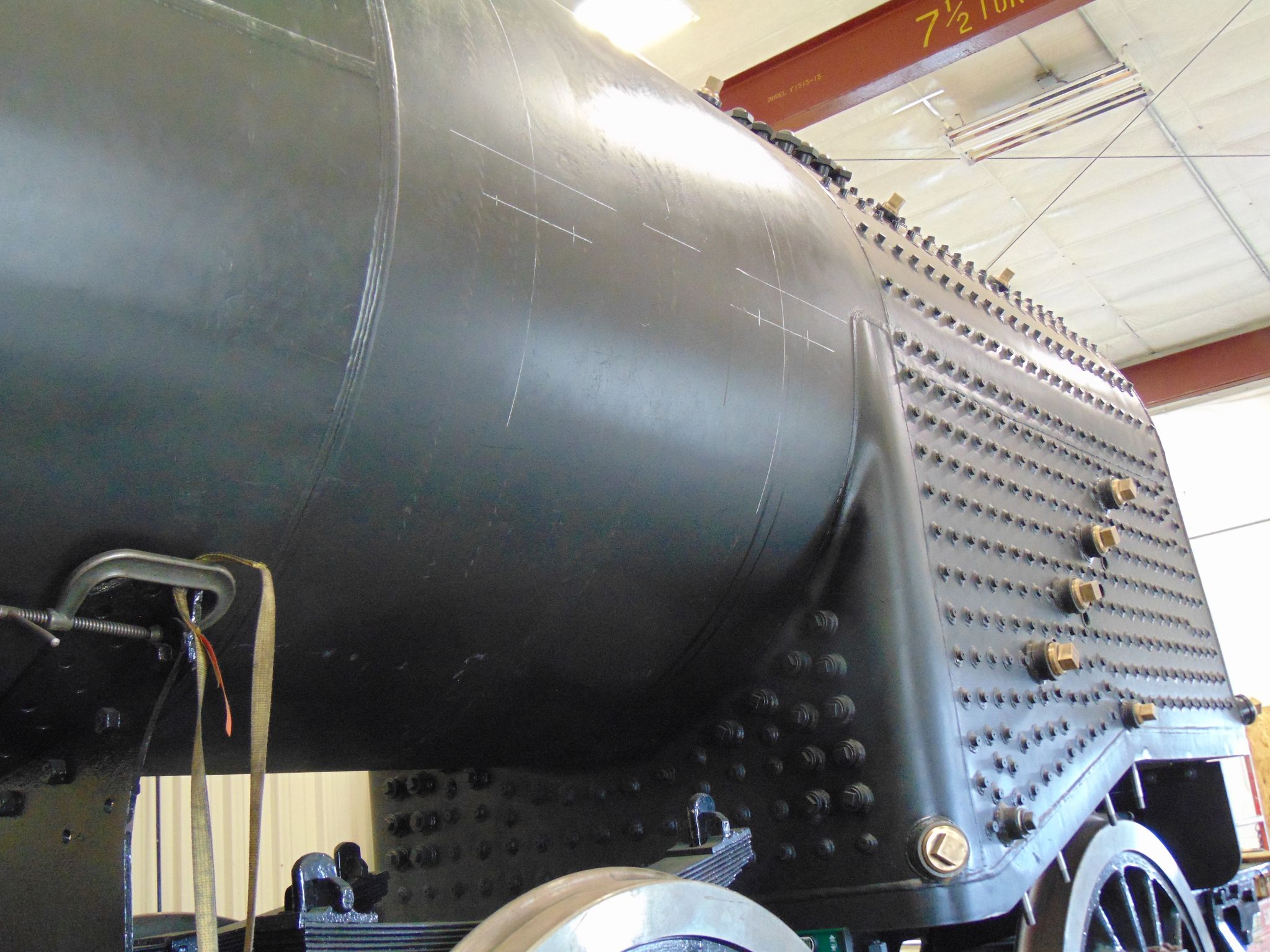
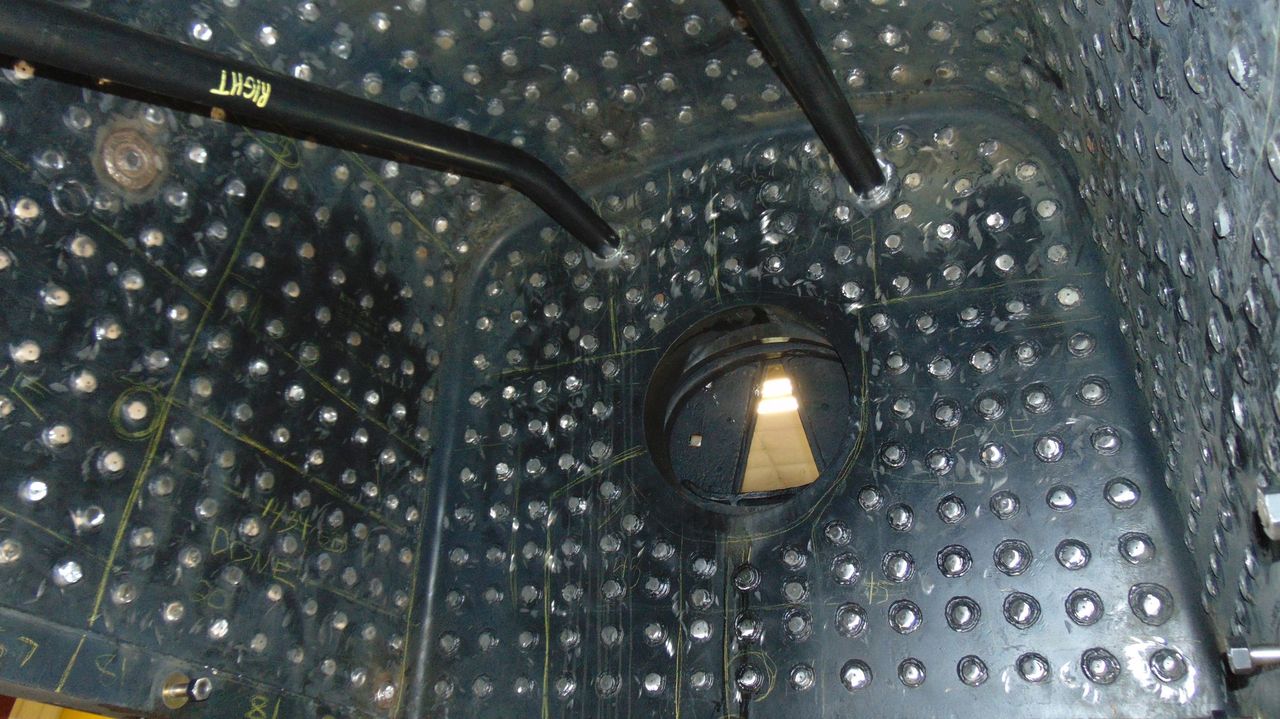
Life is relentless change and that certainly includes locomotive restoration projects. This update explores some of the modifications made to the boiler and firebox configuration of C&NW #1385 in the past year. As a teaser, what differences do you see between these two photos?
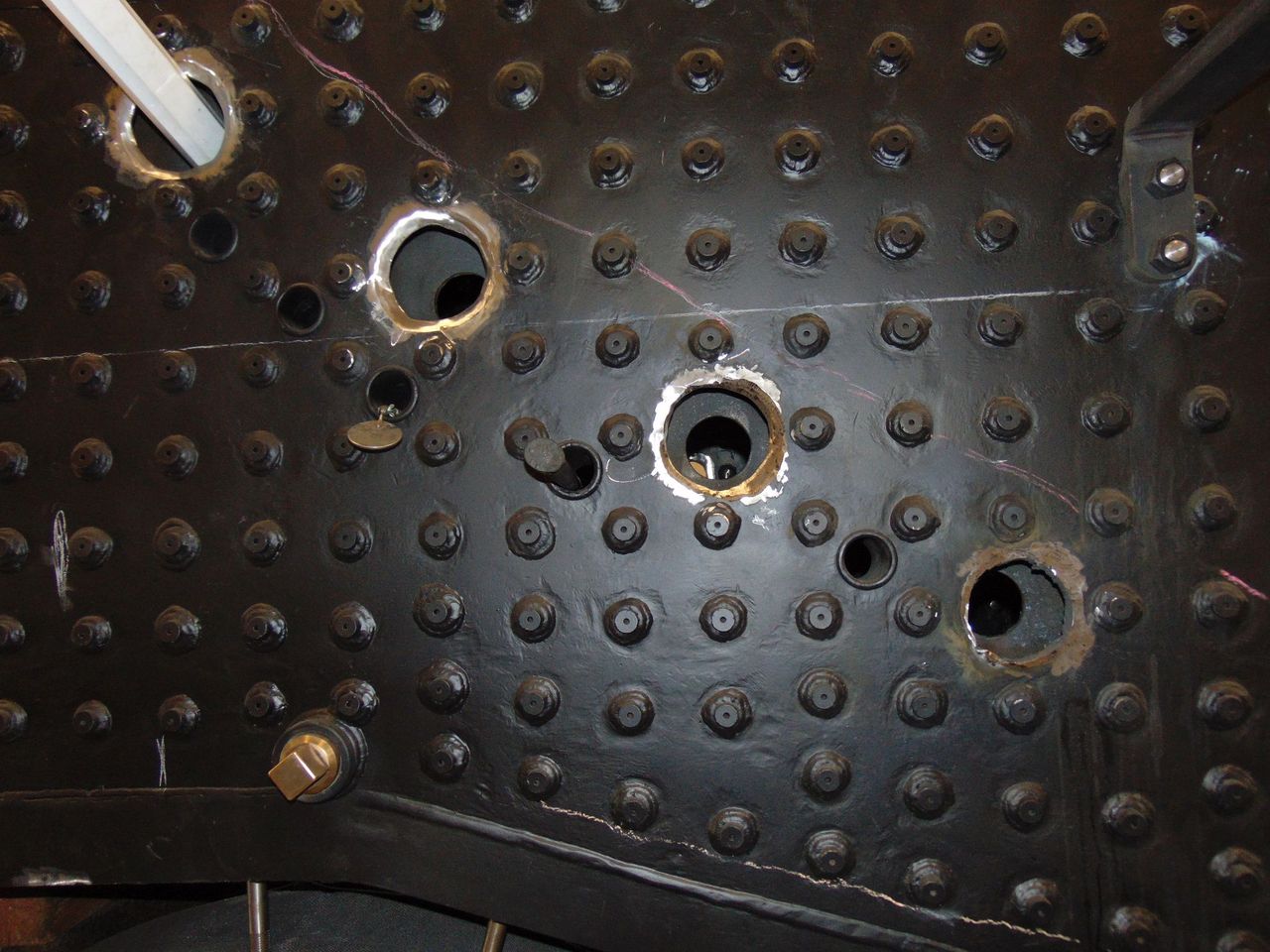
Now what do you see different in the two below?
In the 3rd quarter of 2023, the 1385 Task Group resumed responsibility for project management which included reviewing tasks to be completed and setting a goal of returning the engine to MCRM for testing and operation in 2025. As part of the review contractors and resources were added to expedite the process.
In order for the engine to be accepted into service by the Federal Railroad Administration (FRA) we must complete what is known as the FRA Form 4. The Form 4 is a compilation of calculations and reference documentation to mathematically prove our boiler is safe to operate and determine what the safe operating pressure limit is. That pressure is known as the Maximum Allowable Working Pressure, or MAWP.
The Task Group began reviewing existing calculations and some suspected design deficiencies were found. To get a second and more experienced opinion MCRM partnered with FMW Solutions who confirmed the Task Group’s suspicions. It was determined that six staybolts in the firebox were too small, most of the staybolts in the firebox extended too far into the fire space and the transverse arch tubes between the sides of the firebox and the crownsheet of the firebox were unworkable.
We immediately set plans in motion to create a solution. One part of the work was the shop drawings created by the Task Group. With drawings in hand, the combined forces of SPEC Machine, Hooper Corporation, FMW Solutions, Harvey Diversified Trades, Sharpe Products, and MCRM employee TJ Doyle completed the changes by early June 2024.
The too-small staybolts were a relatively easy repair. The process was to cut out the old bolt and weld in the next larger standard size.
The staybolt ends extending too far into the firebox was also a relatively simple process though the work itself was repetitive and labor intensive. It consisted of cutting and grinding off the ends of the bolts until they protruded no more than 3/8 of an inch from the firebox surface. This measurement is a requirement of the American Society of Mechanical Engineers (ASME) code of construction for locomotive boilers.
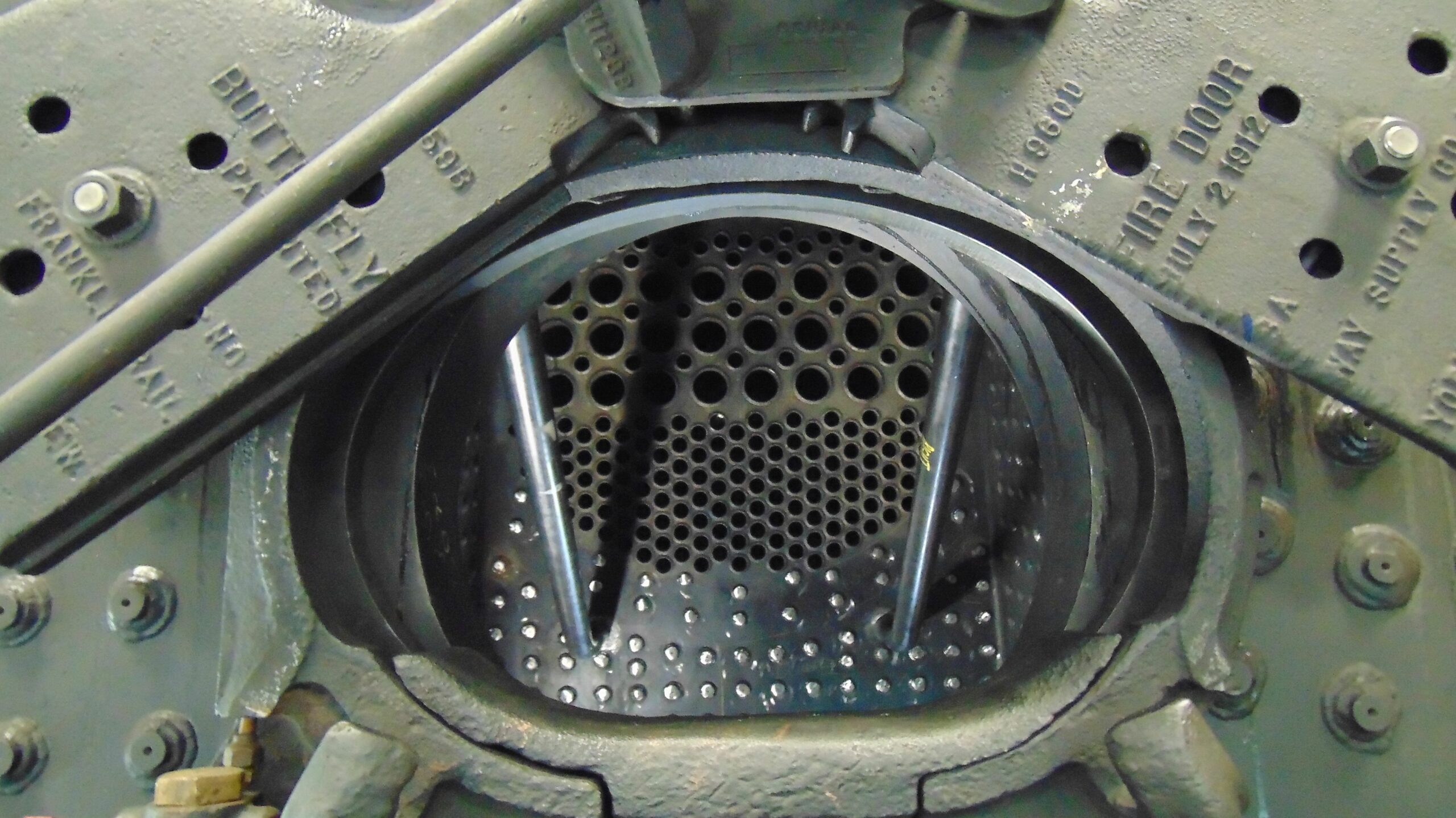
The transverse arch tubes were quite a bit more complex, and it was finally decided to revert to the original C&NW placement and design of two longitudinal arch tubes and patch the openings left from the transverse tubes. First, the tubes were removed from the firebox and then the washout plug collars were removed from the outside.
At the same time, two flexible staybolt sleeves were removed from the throatsheet so washout plug collars for the new arch tubes could be welded in their place.
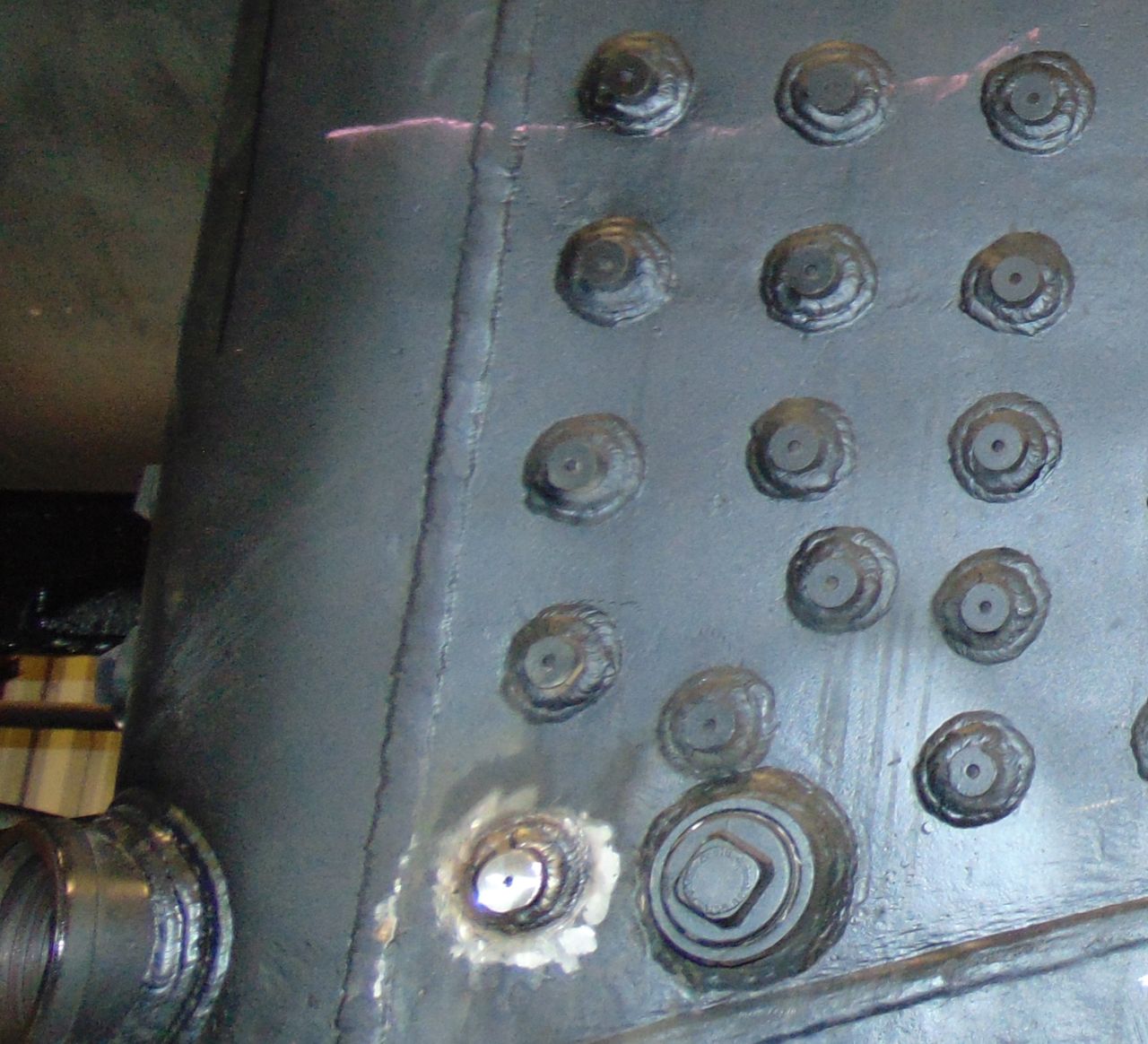
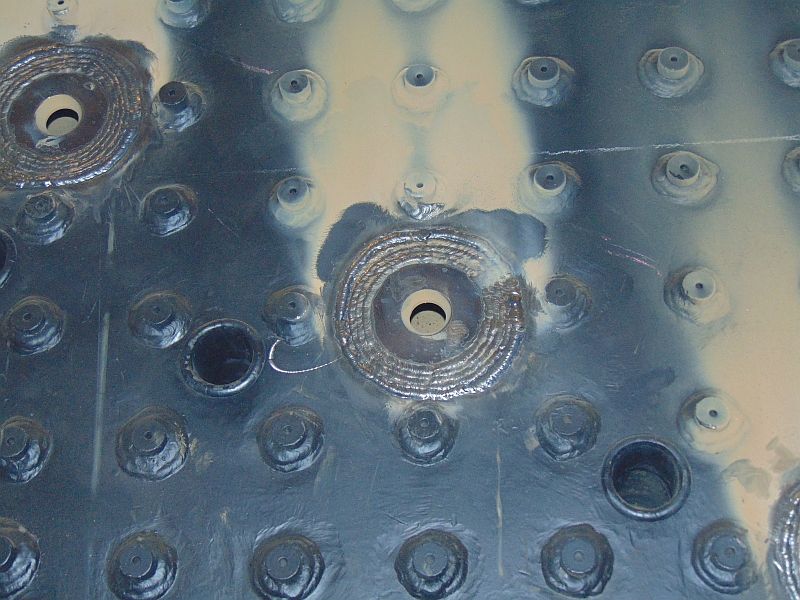
Twenty-four patches were then welded in place of the removed tubes and sleeves. In the sides of the firebox, the patches also had to include a staybolt so a donut patch was welded in place on the inside and outside.
The staybolt was then welded in place in the donut hole.
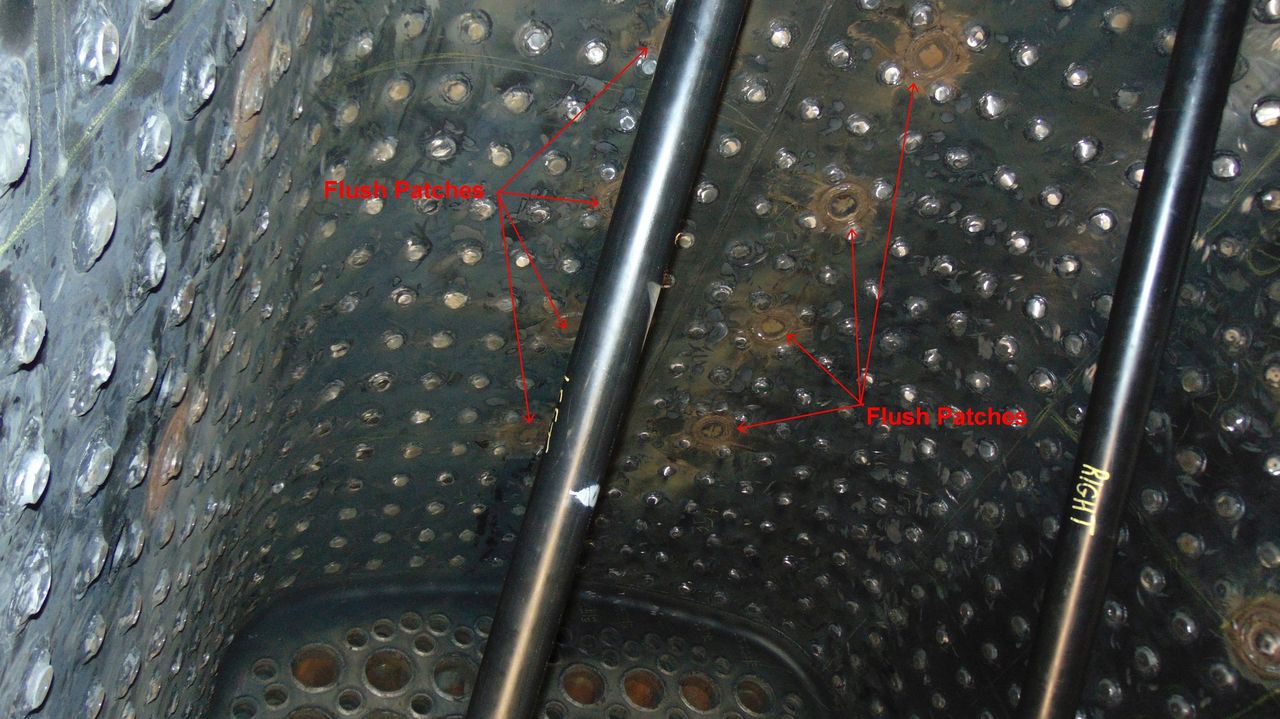
On the crownsheet of the firebox the tubes had been placed between staybolts so a flush patch was all that was needed.
The welds were then ultrasonically inspected by TEAM Industrial Services and each weld had zero defects. Ultrasonic inspection of welds is a relatively recent process and is much quicker and safer than X-ray inspection, but it is equally acceptable. The holes for the arch tube washout collars on the backhead were then cut and prepped to have the collars welded in place.
The new arch tubes were then trimmed for proper fit and installed in the firebox.
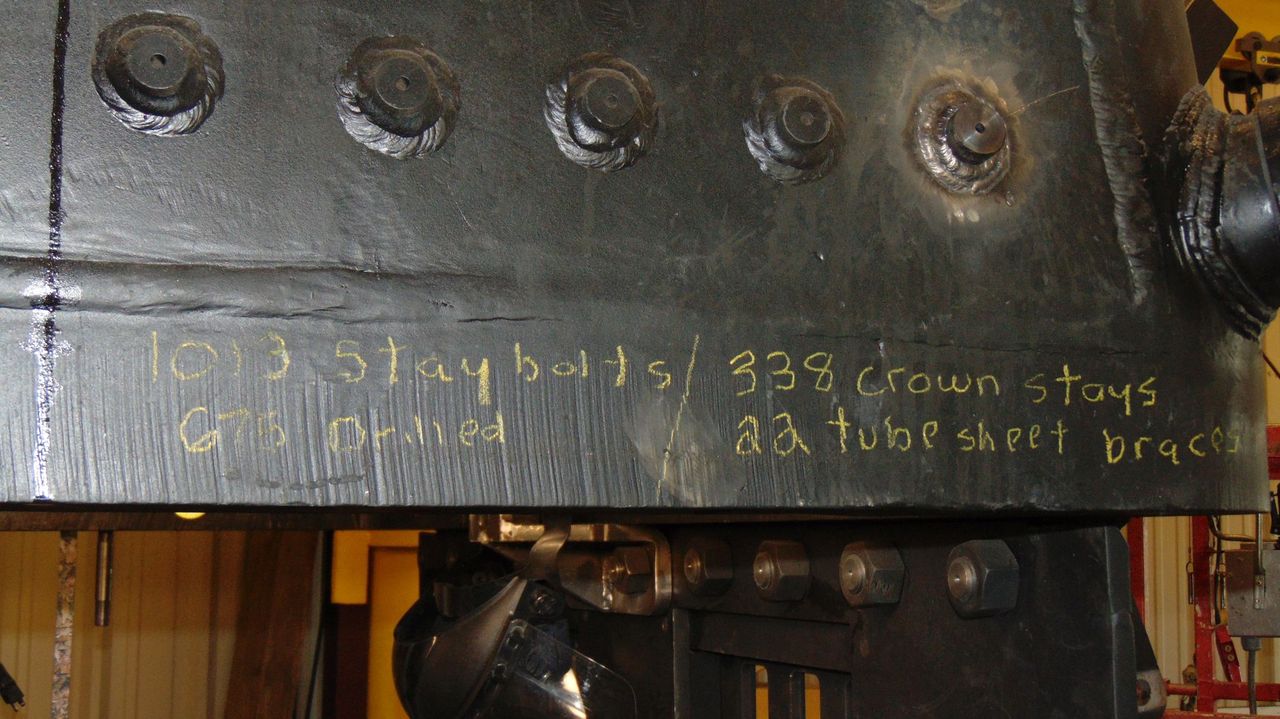
While the necessary contractors and skilled labor was on site the boiler received two extras. The first was a pair of washout collars and plugs high on the boiler shell and at the front to aid in washing out scale and debris from the front of the boiler back toward the firebox. The second was drilling telltale holes in the firebox ends of the staybolts as needed. When the boiler was built the drilling was not a requirement, but it now is required in the current edition of the code of construction. We were not required to make this change but decided to proceed as a preemptive move in case the FRA required the drilling in the future. A tally of the stays that were drilled and trimmed was chalked on the mudring of the boiler after TJ Doyle had competed the arduous task.
All boiler and firebox modifications outlined in this update were completed by June 2024 and the project has since moved on to hydrostatic testing of the boiler, with one hydrostatic test already completed and a follow-up hydrostatic test planned for the near future.
The current state of our interchange rail ties.Notice the absent and deteriorating ties.
We’re thrilled to announce a challenge grant of $5,000 from an anonymous donor for new railroad ties. Now we need your help to match the challenge so we can claim the $5,000 grant and get the new ties installed in the coming months.
This isn’t just any track maintenance project. As the Chicago & North Western #1385 steam locomotive restoration project nears completion, one of the major tasks still ahead is transporting the restored locomotive back home to Mid-Continent. Shipping the 1385 home by railroad flat car is the preferred option, but there’s a snag: Mid-Continent’s interchange track is rarely used and many of the ties on that portion of the line are rotted and can’t support the weight of 1385. About 275 new ties are needed to make the interchange safe for use.