
Bending Steel Part 2: Forming the Throat Sheet
Gary Bensman and his team continued work flanging various sheets for the C&NW 1385’s firebox during the first half of April. Recent tasks included work on the 1385’s throat sheet and backhead.
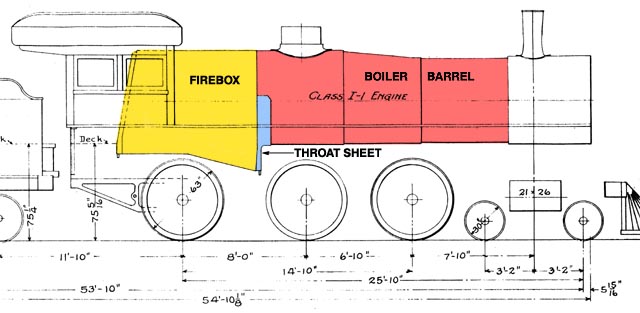
This drawing of an Omaha Road Class I-1 boiler, a sister engine to the R-1 class #1385, identifies the location of the firebox, throat sheet and boiler barrel.
The backhead forms the rear end of the firebox and is located inside the cab. The fireman shovels coal into the firebox via a small door which will be cut into the backhead.
The already flanged (curved) sheet is the C&NW 1385’s new backhead. The backhead forms the end of the firebox inside the cab. Gary Bensman photo.
The throat sheet serves to connect the round boiler barrel with the firebox’s square-ish lower half. Such a transition requires the throat sheet to be a more complex shape. Where much of the bending of the steel sheets thus far could be accomplished via “cold flanging” by bending on a pneumatically-powered McCabe Flanger at room temperature, the throat sheet’s complex curves require a more hands-on approach. The “hot flanging” or “heat and beat” method involves heating the metal to make it more malleable and then using sledgehammers to pound it into the desired shape. The photo gallery below shows the throat sheet at various stages of progress.
-

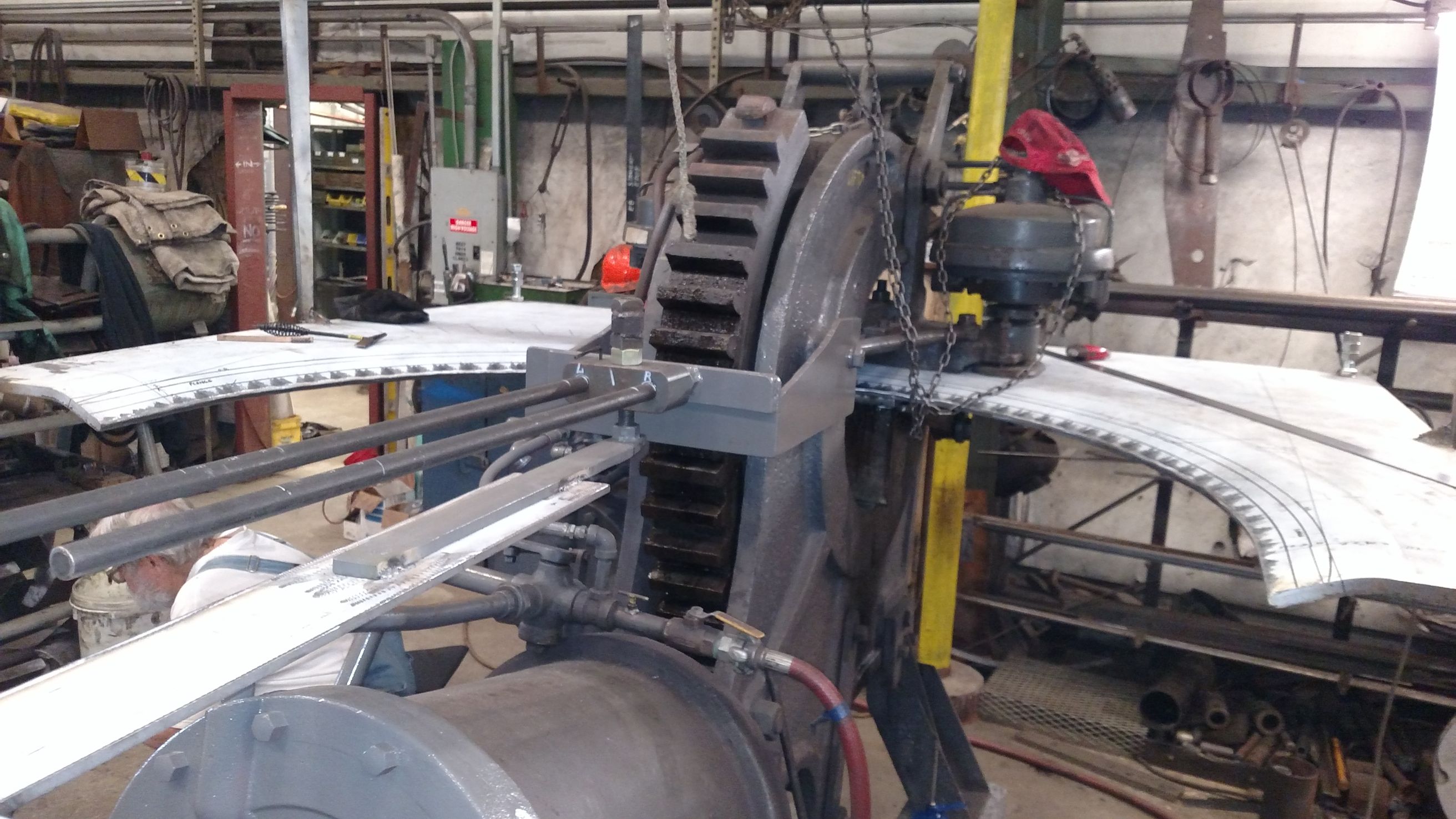
- The C&NW #1385’s new throat sheet as of the start of the day on April 4, 2017. The sheet is being bent or “flanged” on the McCabe Flanger. Gary Bensman photo.
-

- By the end of the day April 4th the throat sheet had been flanged to 65 degrees. Gary Bensman photo.

-

- An underside view of the throat sheet after flanging to 65 degrees. Gary Bensman photo.

-

- On April 5, the throat sheet was flanged the rest of the way from 65 degrees to 90 degrees. Gary Bensman photo.

-

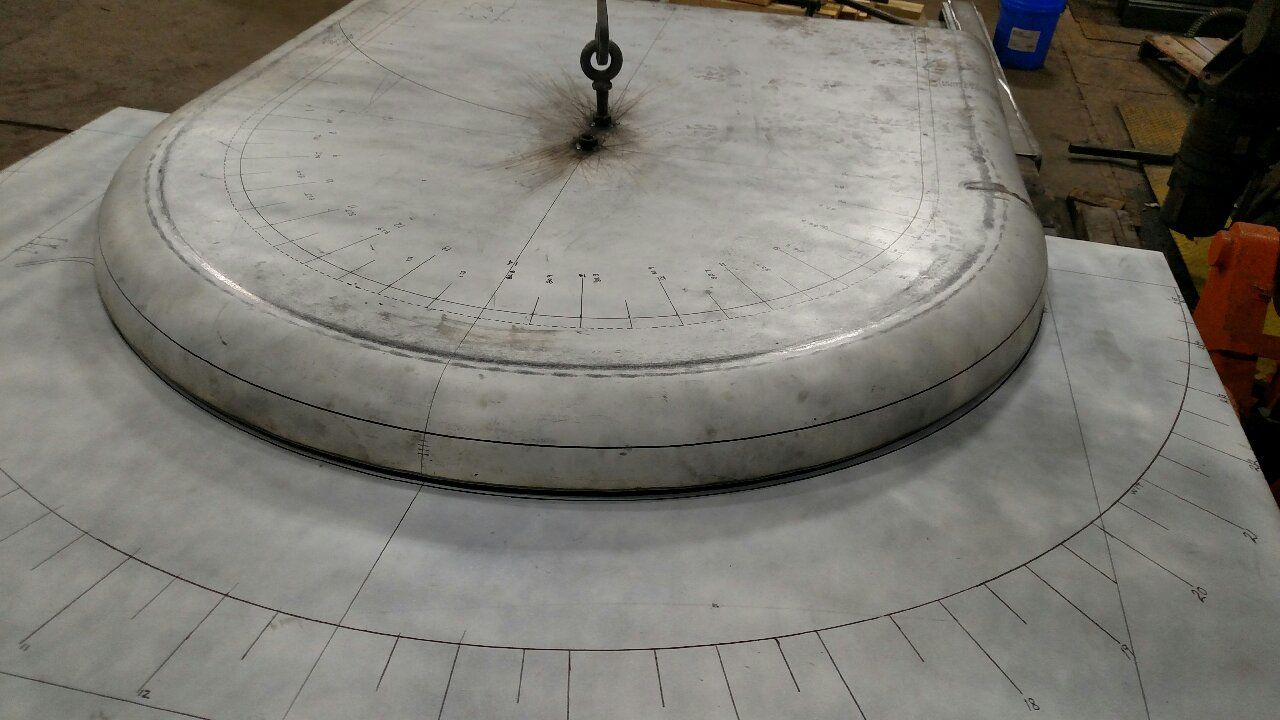
- By the end of the day April 5, the throat sheet belly flange was at 90 degrees at a 74″ inside diameter and work would resume the next day flanging the outside straight sections to a 75-1/2″ outside dimension. Gary Bensman photo.

-

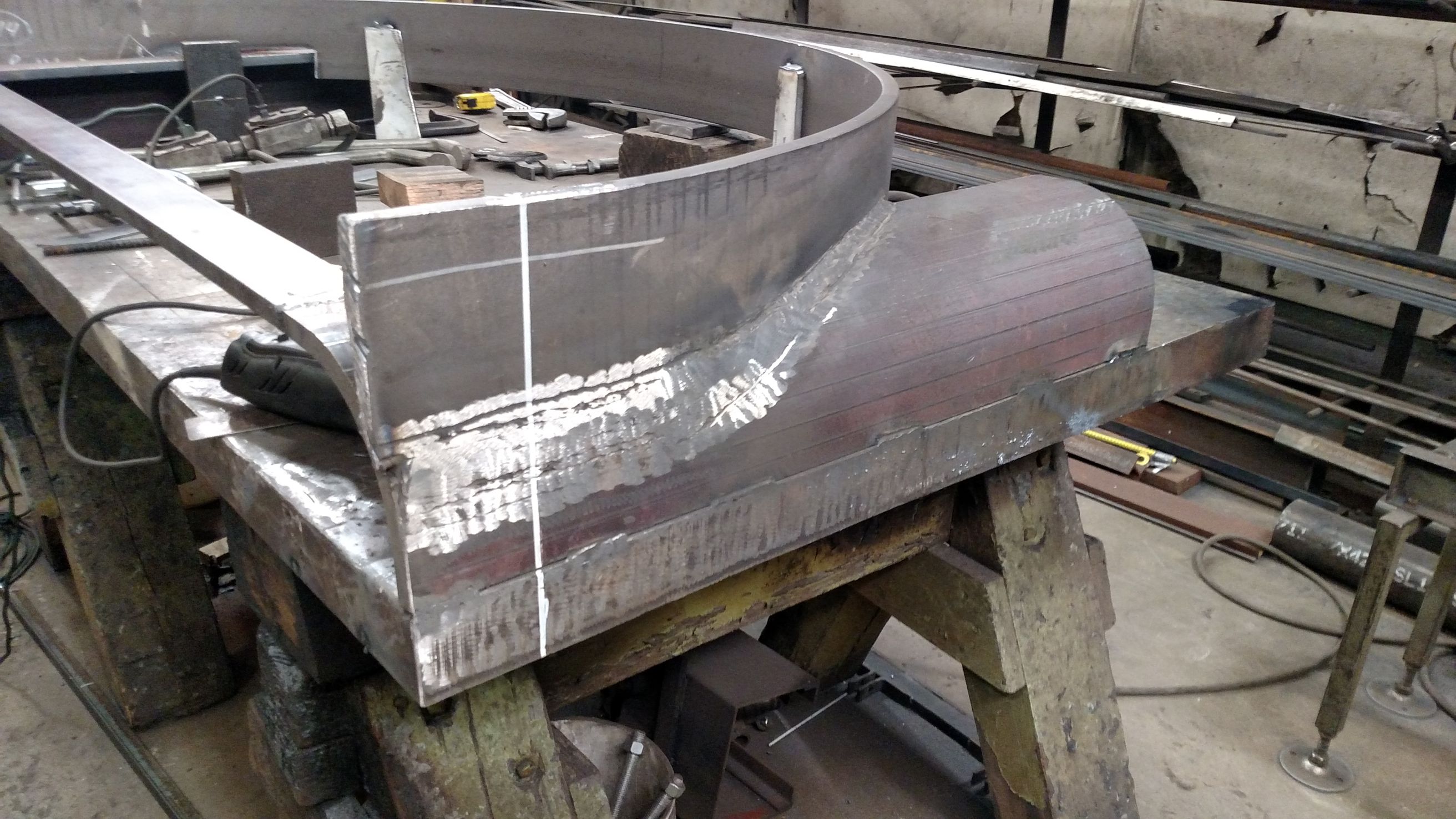
- Forming the throat sheet’s “ears” could not be accomplished on the McCabe Flanger alone. Instead the “heat and beat” method was employeed. This form was fabricated to allow precision flanging using that method. Gary Bensman photo.

-

- Additional view of the form fabricated to assist with the “heat and beat” flanging of the throat sheet. Gary Bensman photo.

-
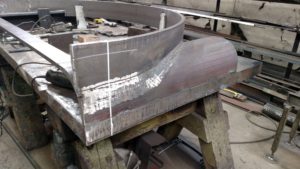
- Additional view of the form fabricated to assist with the “heat and beat” flanging of the throat sheet. Gary Bensman photo.
-

- The change in color shows where heat was applied to allow the throat sheet sides to be hammered down to match the form. April 13, 2017. Gary Bensman photo.

-

- Another view of the throat sheet side during flanging. April 13, 2017. Gary Bensman photo.

-

- Flanging of the throat sheet sides could resume on the McCabe Flanger after the “heat and beat” method was used in the area of the complex shape where the throat sheet side flange and belly flange near one another. April 13, 2017. Gary Bensman photo.
